
Voor het daadwerkelijke slicen zijn er tal van parameters in te stellen. Die hebben afzonderlijk en gecombineerd invloed op de snelheid waarmee je printje afkomt, de kwaliteit waarmee je object gemaakt wordt, de kans dat het printen lukt en de hoeveelheid nabewerking die nodig is. De parameters worden deels gedicteerd door het printobject, deels door het filament dat je gebruikt, en deels door de eigenschappen en eigenaardigheden van jouw printer. Anders gezegd: slicen is een kwestie van trial-and-error om te zien wat goed werkt voor jouw printer, en een kwestie van het filament en printbed dat je gebruikt, een kwestie van instructies volgen van anderen die al uitgezocht hebben wat wel en niet werkt, en een kwestie van smaak.
Wie nu denkt dat het succesvol slicen (en printen) van 3d-objecten een vorm van zwarte magie is en slechts bij toeval een keer kan lukken: vrees niet! Veel printjes zijn eenvoudig te slicen en netjes ontworpen objecten zijn niet moeilijk te printen. Het is alleen wel zo handig om in een gereedschapskist met trucs en kennis te kunnen graaien voor die printjes die lastiger zijn en niet in één keer lukken.



Oriëntatie is belangrijk; het linkerprintje laat zich snel en makkelijk printen, midden en rechts juist langzaam en foutgevoelig
Voor je met slicingopties aan de gang gaat, is het belangrijk je printobject goed te oriënteren op het printbed. Daarbij is het zaak rekening te houden met verschillende factoren. Natuurlijk moet je zorgen voor een zo groot mogelijk contactoppervlak met het printbed. Als je een piramidevorm print, zet je die met de basis vlak op het printbed, niet met de punt. Ook probeer je je object zo te oriënteren dat er zo min mogelijk supports nodig zijn, door horizontale uitsteeksels te voorkomen en die indien mogelijk naar boven te laten wijzen. Vaak is het zoeken naar het minste kwaad. Een ander aspect waarmee je, zeker bij functionele onderdelen die mechanische stress te verwerken krijgen, rekening moet houden, is de richting waarop krachten worden uitgevoerd. Printjes kunnen vaak in horizontale richting veel meer kracht verduren dan in verticale, omdat de verbinding tussen de laagjes makkelijker loslaat dan aaneengesloten plastic.
Begrippenlijst
Hieronder vind je een korte uitleg van enkele van de meest voorkomende begrippen die je bij het slicen tegenkomt.
Layerheight - De hoogte van afzonderlijke lagen: 0,2mm is vrij standaard voor 0,4mm-nozzles. Hoe kleiner de hoogte, hoe langer een print duurt, maar hoe meer detail mogelijk is.
Support - Het toevoegen van ondersteunende structuren, nodig als delen van een print erg overhangen. Ze kunnen immers niet in de lucht zwevend geprint worden. De maximaal toegestane overhangs zijn afhankelijk van filament, printsnelheid, temperatuur en koeling, maar een aardig uitgangspunt is dat (negatieve) hellingen van meer dan 60 graden lastig te printen zijn.
Infill - Je kunt een printje van massief plastic maken of juist hol. Het eerste is een infillpercentage van honderd procent, het tweede een van nul procent. Er zijn diverse infillpatronen in je slicer te kiezen, die invloed hebben op de printsnelheid en stevigheid van je print.
Perimeters of shells - Het aantal buitenlagen dat geprint moet worden. Hoe meer, hoe steviger je print wordt, maar ook hoe langer het printen duurt.
Skirt of brim - Structuren die helpen met het hechten van prints aan het printbed. Een brim is een rand die om het object wordt geprint (en later verwijderd wordt), terwijl een skirt vooral een visueel hulpmiddel is om bij het starten van een print te controleren of de eerste laag goed gaat. Een skirt kun je mooi gebruiken om de z-afstand met babysteps aan te passen, mocht dat nodig zijn. Een derde optie is een raft, een soort 'vlot' dat onder je hele print wordt aangebracht en helpt met hechten. Rafts printen duurt vaak lang en levert artefacten aan de onderkant van je print op. Ze worden nog maar zelden gebruikt.
Speed - De printsnelheid, en die kent weer tal van variaties. Je kunt de algemene printsnelheid instellen, maar ook de snelheid van de buitenkant, de eerste laag, de infill en supports, en de versnelling. In het algemeen geldt: langzamer printen levert betere printjes op, dus hou het bij voorkeur onder de 100mm/s.
Voor het slicen is het dus zaak om bovenstaande parameters correct te kiezen. Om met de makkelijkste te beginnen: een skirt of brim? Een skirt doet niet zoveel, maar een skirt van één rondje om je printje heen kan nooit kwaad. Je kunt dan zien of de z-afstelling in orde is en eventueel bijstellen met babystepping. Je kunt daarmee ook kijken of het filament de juiste kleur en flow (of het voldoende uit de nozzle komt) heeft. Een brim gebruik je als je lange, dunne structuren print die makkelijk los kunnen laten. Met zo'n extra rand blijven ze beter zitten.
De layerheight is afhankelijk van het object dat je print en wat je ermee doet. Een testprintje om te zien of een onderdeel zou passen, kun je op grovere dikte printen, terwijl een figurine op 0,1mm of lagere layerheight waarschijnlijk mooier wordt. Als je de standaardnozzle van 0,4mm gebruikt, heeft het weinig zin grotere layerheights dan 0,35mm te proberen; de flowrate gaat de beperkende factor worden en je extrudeert dan te weinig plastic. Ook kleiner dan 0,1 of 0,07mm is met een 0,4mm-nozzle niet superzinnig. De veiligste optie, en voor 0,4mm-nozzles de de-factostandaard, is dan ook een veilige 0,2mm-layerheight.


Instellingen in Cura en PrusaSlicer
Samen met de hoogte van de laagjes bepaalt natuurlijk ook de printsnelheid hoe snel je printje klaar is. Een hoge printsnelheid kan echter niet alleen leiden tot minder mooie printjes als het plastic niet genoeg kans krijgt om af te koelen en netjes gedeponeerd te worden, maar ook tot mislukte prints. Zeker de eerste lagen moeten langzaam geprint worden om een goede hechting mogelijk te maken en ook hoge prints mogen niet te snel geprint worden, aangezien kleine bewegingen van je printje de kwaliteit dan kunnen verpesten. Een redelijke printsnelheid is pakweg 60mm/s, maar voor lastige filamenten zoals tpu kun je gerust de helft daarvan instellen. Als je printer goed is afgesteld en je printje niet te lastig is, kun je ook tot 80mm/s of misschien 100mm/s printen.
De infill, die zowel percentage als patroon betreft, is opnieuw afhankelijk van je printje. Voor dunnere delen kan het zinnig zijn de infill te verhogen, zodat het steviger wordt, terwijl grote volumes met zestig procent infill printen de printtijd exorbitant verlengt. Gelukkig kun je in zowel Cura als PrusaSlicer de infillpercentages lokaal aanpassen met modifiers: geometrische figuren die je in je object plaatst en waarvan je de infillpercentages (of andere eigenschappen) aanpast. Wat infillpatronen betreft, sommige patronen zijn sterker dan andere. Zo zijn lines of zigzagpatronen niet bijster sterk; grids en hexagons zijn een stuk sterker en dus beter voor functionele onderdelen. Dat geldt ook voor cubic en gyroid patronen. Concentrische patronen kun je weer beter gebruiken in flexibele prints, waar ook de crosspatronen overigens prima werken.
Supports
Supports zijn een noodzakelijk kwaad voor sommige prints. Zonder supports, of ondersteuning, kunnen sommige objecten niet geprint worden, maar ze verlengen de printtijd vaak aanzienlijk en zijn soms lastig te verwijderen. Bij een zogenaamde overhang, een vlak dat een negatieve helling heeft en dus vrij in de lucht wordt geprint, is support vaak nodig. Zou je geen support gebruiken, dan zou dat deel van je print gaan druipen of helemaal mislukken.
Afhankelijk van je instellingen kunnen supports automatisch gegenereerd worden bij overhangs van meer dan 55 of 60 graden. In dat geval wordt een extra ondersteunende structuur tot op het printbed, of tot contact met onderliggende printoppervlaktes gemaakt. Bij complexe vormen kan die support meer dan de helft van je print uitmaken en zo de tijd die het maken van je printje kost, aanzienlijk verlengen. Ook het verwijderen is lastig. De interface tussen support en print moet niet te wijd zijn, anders ben je effectief nog steeds zonder support aan het printen. Te dicht erop, en het filament van de support fuseert met je printje en je krijgt het niet meer los. Bovendien kan zeker een automatisch gegenereerde support op lastig bereikbare plaatsen geprint worden. Vooral als zeer dunne of fragiele structuren met supports ondersteund worden, is het verwijderen lastig.
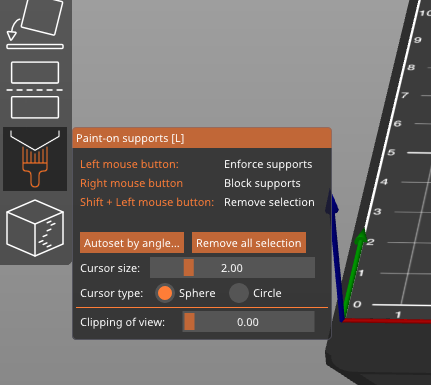 Gelukkig kun je met PrusaSlicer sinds kort erg makkelijk custom supports aan je prints toevoegen door ze simpelweg met een digitale paintbrush aan te brengen en te verwijderen. Leuk detail: als je je print opslaat als 3MF-bestand, behoud je je custom supports, zodat je ze niet opnieuw hoeft te maken als je hetzelfde printje nog eens wil maken of de supports later moet wijzigen. Ook voor Cura bestaan custom supports, maar dan door middel van een plug-in. In beide programma's kun je ook werken met supportblockers of supportenforcers, zodat je gebieden kunt afbakenen waar geen of juist wel supports moeten komen.
Gelukkig kun je met PrusaSlicer sinds kort erg makkelijk custom supports aan je prints toevoegen door ze simpelweg met een digitale paintbrush aan te brengen en te verwijderen. Leuk detail: als je je print opslaat als 3MF-bestand, behoud je je custom supports, zodat je ze niet opnieuw hoeft te maken als je hetzelfde printje nog eens wil maken of de supports later moet wijzigen. Ook voor Cura bestaan custom supports, maar dan door middel van een plug-in. In beide programma's kun je ook werken met supportblockers of supportenforcers, zodat je gebieden kunt afbakenen waar geen of juist wel supports moeten komen.
Er zijn nog tientallen andere instellingen die je met je slicingsoftware kunt instellen, maar bovenstaand zijn de basics waarmee je een eind moet kunnen komen. De temperaturen van je extruder en printbed kun je handmatig via je slicer instellen, maar je kunt ook de ingebouwde profielen voor veelvoorkomende merken en typen filament gebruiken die temperaturen voorschrijven.
:strip_icc():strip_exif()/i/2004355716.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2004078008.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2003670526.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2003598990.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2003531826.jpeg?f=fpa_thumb)
/i/2005184200.webp?f=fpa)
/i/2005129414.png?f=fpa)
/i/2005015186.webp?f=fpa)
:strip_exif()/i/2004792608.jpeg?f=fpa)
:strip_exif()/i/2002507238.jpeg?f=fpa)
/i/2003521868.png?f=fpa)
