In deel 1 van deze korte serie how-to's over 3d-printing hebben we het uitgebreid gehad over het werkingsprincipe van 3d-printers, waarbij we vooral keken naar de categorie printers die in de hobbykamers van de meeste consumenten terechtkomen: cartesische 3d-printers met een enkel hot-end en een rol kunststof filament als printmateriaal. Daarnaast hebben we naar die filamenten gekeken en voor welke doeleinden welke filamenten zich het best lenen.
In dit tweede deel gaan we dieper in op het proces van printen, waarbij we naar het voorbereiden van 3d-modellen kijken, het zogenaamde slicing. Daarbij zul je veel keuzes moeten maken om je printje zo goed mogelijk gelukt van de printer te kunnen halen. Na het printen kun je sommige printjes 'as is' gebruiken, maar nabewerking is in veel gevallen nodig en vaak dankbaar werk.
En dan rest de vraag: wat moet je nou printen? Om die vraag te beantwoorden, kijken we naar libraries met 3d-ontwerpen die door anderen zijn gemaakt, en naar de mogelijkheden om zelf aan de slag te gaan om je eigen ontwerp te maken. Daar zijn weer vele opties voor, met verschillende moeilijkheidsgraden van gebruik, en zoals zo vaak is je rendement uiteraard sterk afhankelijk van de tijd die je bereid bent erin te stoppen.
Al dat printen staat of valt overigens met de juiste werking van je printer en misschien wel het belangrijkste aspect daarvan is het correct 'levelen' van je printbed. Als de eerste laag plastic die je op je printbed deponeert, niet keurig netjes hecht en de juiste dikte heeft, kun je printen tot je een ons weegt, maar dikke kans dat je enorm gefrustreerd raakt en je printjes niet zo mooi worden als je hoopte, of compleet mislukken. Dat is dus een mooi punt om mee te beginnen.
Leveling
Om direct te beginnen met een fout: eigenlijk is het bed levelen een verkeerde naam, want wat je doet, heet tramming. Dat houdt in dat je het bed niet zo zeer waterpas moet zien te krijgen, maar ervoor moet zorgen dat de afstand tussen het printbed en de printkop overal gelijk is. In die zin zorg je dus voor parallelliteit tussen het bed en de printkop over de x- en y-as. Daarbij maakt het in principe niet zo gek veel uit dat het bed een beetje uit het lood staat, dus niet perfect waterpas is. Zolang het bed en de printkop parallel zijn, kun je een consistente eerste (en daarop volgende) laag printen.
De meeste 3d-printers hebben voor dat trammen, of levelen om het bij de meestgebruikte benaming te houden, een verstelbaar printbed. Dat verstellen doe je met drie of vier draaiknoppen die de afstand tussen het printbed en het mechanisme waarop het bed bevestigd is, kunnen variëren. Met veren tussen het printbed en het onderstel staat er een beetje spanning op het geheel, zodat het bed naar boven komt in de hoek waar je de draaiknop wat losser draait.
Het levelen of trammen: de afstand van het printbed aanpassen met een stelschroef (beeld: All3DP)
De gangbaarste methode om dergelijke printers te levelen, is de printkop naar de homepositie laten bewegen; in het cartesische coördinatenstelsel is dat (0,0,0). Meestal bevindt dat punt zich in de linkerhoek aan de voorkant van je printbed. Nu is het zaak de afstand tussen printbed en printkop, de nozzle dus, zo klein te krijgen dat de kop het bed net niet raakt. Als dat voor de eerste hoek gelukt is, beweeg je de kop naar een andere hoek. Je zult waarschijnlijk zien dat de kop het bed ofwel gaandeweg raakt of dat de afstand juist groter wordt. Dus is het zaak de geveerde draaiknop los of vast te draaien tot je de printkop in de tweede hoek op de juiste afstand van het printbed hebt.
Zo ga je de andere twee hoeken van het printbed ook af. Ongetwijfeld klopt de eerste hoek inmiddels niet meer en zul je die weer moeten bijstellen. Zo maak je een paar rondjes tot je op alle hoeken de juiste afstand hebt. Om te controleren of je printbed geen gekke hobbels of vervormingen heeft, kun je de printkop over de rest van het bed bewegen. Met een juist afgestelde afstand tussen printkop en -bed heb je overal dezelfde afstand. Maar hoe bepaal je de juiste afstand? De kop moet het bed 'net niet' raken, maar dat is natuurlijk nogal onduidelijk: is dat een millimeter of een micrometer afstand?
In veel handleidingen en uitlegvideo's wordt een stuk papier gebruikt om de juiste afstand te 'meten'. Dat papier hou je tussen nozzle en bed en je stelt de hoogte van het bed zo bij, dat het papier net niet meer gegrepen wordt door de nozzle. Hoe hard je dan moet trekken en hoe dik je papier is, is een gevoelskwestie. Als je heel vaak je bed geleveld hebt, krijg je misschien het juiste gevoel of kun je zelfs op het oog je bed levelen door naar het spleetje tussen nozzle en bed te kijken. Als je net begint, is dat uiteraard geen optie en een handig hulpmiddel dat de ambiguïtieit wat kan verminderen, is een setje 'voelers'.
Dat zijn voelermaten, stalen bladen op een waaier met een dikte van een paar honderdste millimeter tot één millimeter. Ze worden veelal gebruikt voor auto's, om bijvoorbeeld de afstand tussen bougiepunten te meten. Omdat ze van staal zijn, laten ze zich niet samendrukken, zoals met de papiermethode, en omdat er veel verschillende diktes in een waaier zitten, kun je precies meten welke dikte en dus afstand tussen printbed en nozzle voor jouw printer het best werkt. Een aardig uitgangspunt voor de standaard-0,4mm-nozzles is een voelermaat van 0,15mm.
In de meeste firmware van printers kun je, als je eenmaal de afstand tussen nozzle en printbed overal gelijk hebt en in het juiste 'ballpark' hebt gekregen, nog een fijnafstelling doen. Meestal heet dat Z-babystepping of Live Z Adjust of variaties daarop. Zo kun je met hele kleine stapjes, vandaar de 'babysteps', de afstand variëren. In de praktijk doe je dat terwijl je een testprintje maakt; er zijn talloze printbestanden die bedoeld zijn om die cruciale eerste laag goed af te stellen. De meeste werken door patronen van slechts één laag hoog over het hele printbed af te drukken, zodat je zeker weet dat de hoogte goed is en die eerste laag goed hecht en goed blijft zitten.
De perfecte eerste laag neerleggen komt nauw (beeld: Prusa)
Een goede eerste laag is overal op je printbed even hoog en net genoeg samengedrukt, zodat het filament niet als rolletjes op het printbed ligt, maar een beetje is platgedrukt. Ook weer niet te veel, want dan is de kans aanwezig dat je het plastic eraf schraapt met de nozzle of dat je vervormde onderkanten krijgt: 'elephant feet'. Een mooie eerste laag is egaal, de lijntjes sluiten op elkaar aan en de laag krult niet op aan de randen.
Een mooie eerste laag neerleggen is één ding, maar als die vervolgens niet fatsoenlijk hecht aan het printbed, mislukt je print alsnog. Om een goede hechting te garanderen, zijn helaas geen 'one size fits all'-richtlijnen te geven. Het is onder meer afhankelijk van het materiaal van je printbed, de snelheid waarmee je print en natuurlijk met welk filament je print. Printen op glas met pla is iets anders dan printen op Buildtec met abs, en voor elke combinatie zijn legio adviezen beschikbaar. Als je begint met printen, zal dat echter vooral met pla zijn en mits je je eerste laag goed afstelt, zul je weinig trucjes toe hoeven passen om dat goed te laten hechten, ongeacht je printbed. Ga dus niet direct met prittstiften, schilderstape of exotischere middelen aan de gang; probeer die eerste laag goed te krijgen door je bed zorgvuldig uit te lijnen en neem daar de tijd voor.
Automatische bedleveling
Juist omdat het levelen van het bed van cruciaal belang is, zijn veel printers in iets hogere prijsklassen voorzien van automatische bedleveling-hardware. Veelal is dat een inductieve sensor die meet wanneer het printbed tot een bepaalde afstand is genaderd; de bekende Pinda-sensor van Prusa is daar een voorbeeld van. De CR6-SE van Creality gebruikt een loadsensor om deflectie van de printkop als die het printbed raakt, te registreren. Een ander bekend voorbeeld, vooral als 'aftermarket-upgrade', is de BLTouch-sensor. Dat is een pinnetje dat bij contact met het printbed naar binnen klapt en als hoogtemeter dienstdoet.
Twee bedlevelingsensors: de BLTouch en een Pinda-sensor
Ongeacht de exacte mechanische of elektronische implementatie van zo'n autobedleveling-installatie neemt die niet al het werk uit handen. Het helpt wel om de afstand tussen nozzle en printbed overal gelijk te krijgen. Meestal gaat dat met een grid dat wordt afgetast, zodat eventuele variatie in het printbed kan worden gecompenseerd. Je zult echter nog steeds met babystepping of Z-adjust de exacte afstand tussen nozzle en printbed moeten afstellen, zodat je filament netjes, met de juiste hoeveelheid 'squish' wordt neergelegd. Het trammen of leveling wordt je wel grotendeels uit handen genomen en vaak hebben printers met automatische bedleveling geen stelknoppen meer om de bedhoogte te variëren. Dat zou alleen maar mechanische variatie introduceren, terwijl je dat juist softwarematig in de firmware oplost.
Bestandsformaten
Voordat je je eerste printje maakt, zul je aan 3d-ontwerpen moeten komen en moet je die voorbereiden om te worden geprint. Los van een paar voorbeeldprintjes die op het bij de printer geleverde geheugenkaartje staan, zul je zelf op zoek moeten naar geschikte bestanden. Dan is het handig om eerst te weten welke bestandsformaten er zoal zijn, want het ene 3d-bestand is het andere niet.
Een (online) preview van een g-code-bestand
Stl
Verreweg het bekendste bestandsformaat voor 3d-bestanden is stl. De overgrote meerderheid van de bestanden die je op gespecialiseerde websites voor het delen van 3d-bestanden vindt, worden in dit formaat aangeboden. Een stl-bestand beschrijft door middel van driehoeken de vorm van een 3d-object, niets meer en niets minder. Er is dus niets bekend over materiaal, de interne structuur of de kleur. Hoe meer en hoe kleinere driehoeken gebruikt worden, hoe preciezer een object beschreven kan worden, maar dat leidt al snel tot erg grote bestanden en veel rekenwerk om ze te interpreteren.
Stl-bestanden hebben wat nadelen, maar zijn inmiddels de de-factostandaard voor 3d-bestanden voor 3d-printers geworden. Zo zijn ronde vormen net als alles opgebouwd uit driehoeken, dus niet perfect rond. Omdat verdere informatie over het object ontbreekt, kunnen geen extra parameters die belangrijk zijn voor het object, worden meegegeven. Wel kan ongeveer alle software die voor het 3d-printproces gebruikt wordt, van ontwerpen tot slicen, met het bestandsformaat overweg.
Mocht je benieuwd zijn naar de inhoud van een stl-bestand zonder software te installeren, dan kun je ook online terecht, bijvoorbeeld bij deze ViewSTL. Ook g-code kun je online previewen, bijvoorbeeld met deze g-code-viewer en -analyzer.
3MF
Een opensourceformaat voor 3d-bestanden dat aardig in opkomst is, is ontwikkeld door een consortium van bedrijven en heet het 3D Manufacturing Format, of 3MF. In tegenstelling tot stl-bestanden kunnen 3MF-bestanden niet alleen de vorm van een object, maar ook informatie over de kleur, het materiaal, de textuur en zelfs extra data voor bijvoorbeeld supports bevatten. Ook 3MF-bestanden worden door vrijwel alle software ondersteund en in Windows is het zelfs standaard ondersteund in Paint 3D, dat sinds de Windows 10 Creators Update onderdeel van het besturingssysteem is.
3MF is geschreven in dezelfde mark-up als XML en is daardoor eenvoudig te lezen en desgewenst handmatig aan te passen. Ook definieert 3MF de eenheden van een object, zodat er nooit verwarring tussen millimeters en inches kan zijn. Als je printer verschillende kleuren kan printen, kan die informatie in de 3MF-bestanden opgeslagen worden, net als specifieke printerprofielen, laaghoogte en toegevoegde supports of structuren. Bovendien zijn 3MF-bestanden kleiner en preciezer dan stl's en kunnen ze per definitie geen onprintbare objecten bevatten: zogeheten non-manifold-objecten of vlakken die niet of slechts via een punt met elkaar verbonden zijn.
G-code
De stl- en 3MF-bestanden hierboven zijn de twee meestgebruikte bestandsformaten waarin 3d-objecten voor 3d-printers gedeeld worden, maar als je zo'n bestandje op een SD-kaartje zet en aan je printer voert, kan die er niets mee. Sterker nog, de printer 'ziet' de bestanden niet eens. Om geprint te kunnen worden, moet het 3d-bestand worden vertaald in een serie opdrachten voor je printer. De universele taal daarvoor is g-code, en in g-code wordt per laag beschreven welke bewegingen de drie assen van de printer moeten maken en hoeveel filament de extruder moet uitpersen, welke temperatuur het hot-end en het printbed moeten hebben en hoe snel de printer mag bewegen.
G-code is net als 3MF-bestanden vrij goed 'leesbaar' en zeker kleine aanpassingen, zoals in de temperatuur van het hot-end, kun je prima handmatig doorvoeren. Het correct genereren van die g-code, het zogenaamde slicen, is onderwerp van het volgende hoofdstuk.
Slicers: plakjessoftware
Zoals we net zagen, is slicing of slicen het gereedmaken van 3d-bestanden om geprint te worden door de printer. Dat wordt 'slicing' genoemd omdat je het bestand in dunne plakjes snijdt, ter hoogte van de dikte van de laagjes die je print. Je maakt van een stl- of 3MF-bestand, dat vertelt hoe het object eruitziet, een g-code-bestand dat je printer vertelt wat hij moet doen om het object te maken. En net als bij vrijwel alles in het 3d-printproces heb je weer keuzes te maken over welke slicersoftware je gebruikt en hoe je je bestanden prepareert. We lopen eerst langs de gangbaarste softwarepakketten en kijken dan naar een paar opties en trucjes die je kunt toepassen om je g-code te genereren.
Cura
Cura is waarschijnlijk de meestgebruikte en universeelste slicer die er is. Het heeft een beetje een opmerkelijke versienummering, waarbij een veelgebruikte 15.x.x-versie al uit 2016 stamt en de nieuwste versie op het moment van schrijven versie 4.8 is. Alle code is op GitHub beschikbaar en de maker van de software, Ultimaker, heeft Cura in 2017 onder de LGPL-licentie beschikbaar gesteld. Voor die tijd mochten derden de software aanpassen en verspreiden. Veel printerfabrikanten leveren dan ook een al dan niet aangepaste oudere versie van Cura, versie 15.x.x mee met hun printers. Cura wordt echter maandelijks geüpdated, dus we raden je aan gewoon zelf de nieuwste versie te downloaden.
Cura toont standaard het printbed met een floating venster met printinstellingen ernaast. In de defaultview zijn veel opties verborgen om het overzichtelijk te houden voor beginners, maar je kunt aanpassen wat getoond wordt. Zo kun je, aldus Cura, ruim vierhonderd instellingen blootleggen om je printjes te finetunen. Sinds 2017 kun je printers direct via Cura Connect over een netwerk aansturen, maar de makkelijkste optie is nog altijd de g-code met een geheugenkaartje of via Octoprint naar de printer sturen. Over dat Octoprint hebben we het zo direct nog.
Slic3r
Nog een opensource-slicer, die nog steeds onder de AGPL-licentie valt, is Slic3r. Als standalone-slicer is het programma minder populair dan Cura, maar de engine wordt onder meer in PrusaSlicer gebruikt. Slic3r is wat spartaans en heeft bijvoorbeeld geen meegeleverde printerprofielen, dus je zult zelf de belangrijkste parameters van je printer moeten invullen. Dat vereist dat je je enigszins verdiept in je printer. Om een of andere reden is de defaultnozzle in Slic3r bijvoorbeeld 0,5mm in plaats van de standaard 0,4mm en ook de filamentdikte staat standaard niet op 1,75mm, maar op 3mm. Even opletten dus als je dit programma gebruikt. Voor gevorderde 3d-printergebruikers is het programma echter krachtig en dankzij een commandline-interface kun je processen makkelijk automatiseren.
PrusaSlicer
We gaven het al even aan: de slicersoftware van Prusa is gebaseerd op Slic3r en heet dan ook PrusaSlicer, met bijna hetzelfde logo. Veel van de opties die je in Slic3r aantreft, kom je ook in PrusaSlicer tegen. Aanvankelijk was PrusaSlicer enkel toegespitst op Prusa's eigen printers, maar tegenwoordig levert het bedrijf ook printerprofielen voor populaire printers van andere fabrikanten mee. Veel opties komen overeen met Cura, maar andere zijn uniek voor Slic3r en Prusa's variant daarvan. Zo is de plater erg handig; je kunt veel verschillende 3d-bestanden inladen, maar ze niet allemaal tegelijk slicen. Zo kun je in één keer een heel project in de software laden, en het sequentieel slicen en printen: handig om geen onderdelen te vergeten.
Net als Cura heeft PrusaSlicer voorgedefinieerde en aanpasbare profielen voor filamenten en kwaliteitsinstellingen. Zo kun je voorgedefinieerde instellingen voor snelle, grove prints kiezen of juist een profiel kiezen om heel fijne details te printen, waarbij de printtijd toeneemt. Ook zijn van Prusa's eigen filamenten, maar ook die van derden, profielen beschikbaar, die je kunt kiezen om automatisch de juiste parameters als temperatuur en retractie te kiezen. Wat functionaliteit betreft komen PrusaSlicer (en Slic3r) en Cura grotendeels overeen, maar welke interface en werkwijze je prefereert, zul je zelf moeten ontdekken. Persoonlijke noot: voorheen gebruikte ik altijd Cura, maar sinds PrusaSlicer printers van derden is gaan ondersteunen, ben ik langzaam overgestapt en gebruik ik Cura eigenlijk nooit meer.
Simplify3D
Het is het enige betaalde pakket in dit overzicht, maar wegens zijn populariteit mag Symplify3D hier niet ontbreken. Het pakket kost 149 dollar, maar S3D geeft goede controle over de printkwaliteit, instellingen en supports. Dat laatste was een van de overtuigendste redenen om Simplify3D te overwegen in plaats van Cura, maar met supportblockers en -enforcers, en de custom support plugin heeft Cura inmiddels S3D aardig ingehaald. Dat geldt ook voor PrusaSlicer, dat ook de variabele layer height en de customsupports van S3D biedt. Voor professionals die printers voor hun inkomen nodig hebben, evenals support op de software, is het een optie, maar voor de gemiddelde consumentenprinter voldoen de gratis alternatieven prima.
Octoprint
Ongeacht welke slicer je gebruikt, genereer je g-code van het stl- of 3MF-bestand. Die g-code stuur je naar je printer, via een netwerkinterface, Octoprint, of door je g-code op een USB-stick of geheugenkaartje te zetten en die in je printer te steken. We hebben dat Octoprint al een paar keer genoemd, maar wat is dat nu? Octoprint is een printserver die je op een sbc, meestal een Raspberry Pi, installeert en via USB met je printer(s) verbindt. Idealiter is je Octoprint-server verbonden met je netwerk, zodat je g-code-bestanden rechtstreeks vanuit je slicer of via een webinterface naar Octoprint kunt sturen. Zo hoeft je printer alleen aan te staan en kun je op afstand een printjob starten. Aangezien webcams of PiCams eenvoudig op een Raspberry Pi zijn aan te sluiten, gebruiken velen een camera om de voortgang van de print op afstand in de gaten te houden.
Bovendien zijn voor Octoprint tal van plug-ins beschikbaar waarmee je je printproces verder kunt automatiseren. Zo kun je door middel van een relais je printer aan- en uitzetten, of via Spaghetti Detective automatisch een waarschuwing krijgen als je print mislukt en er (filament)spaghetti in plaats van een nette print op je printbed verschijnt. Nog een populaire plug-in in combinatie met een fatsoenlijke webcam is Octolapse. Daarmee kun je mooie timelapsevideo's van je printjes maken. Zo worden veel YouTube-filmpjes waarin een 3d-print op magische wijze op het printbed groeit, vaak met Octolapse gemaakt. Nog een plug-in die we moeten noemen, is de Bed Level Visualizer. Daarmee krijg je een visuele representatie van de egaliteit van je printbed, die je kan helpen een perfecte eerste laag te maken.
Slicing: prints voorbereiden
Voor het daadwerkelijke slicen zijn er tal van parameters in te stellen. Die hebben afzonderlijk en gecombineerd invloed op de snelheid waarmee je printje afkomt, de kwaliteit waarmee je object gemaakt wordt, de kans dat het printen lukt en de hoeveelheid nabewerking die nodig is. De parameters worden deels gedicteerd door het printobject, deels door het filament dat je gebruikt, en deels door de eigenschappen en eigenaardigheden van jouw printer. Anders gezegd: slicen is een kwestie van trial-and-error om te zien wat goed werkt voor jouw printer, en een kwestie van het filament en printbed dat je gebruikt, een kwestie van instructies volgen van anderen die al uitgezocht hebben wat wel en niet werkt, en een kwestie van smaak.
Wie nu denkt dat het succesvol slicen (en printen) van 3d-objecten een vorm van zwarte magie is en slechts bij toeval een keer kan lukken: vrees niet! Veel printjes zijn eenvoudig te slicen en netjes ontworpen objecten zijn niet moeilijk te printen. Het is alleen wel zo handig om in een gereedschapskist met trucs en kennis te kunnen graaien voor die printjes die lastiger zijn en niet in één keer lukken.
Oriëntatie is belangrijk; het linkerprintje laat zich snel en makkelijk printen, midden en rechts juist langzaam en foutgevoelig
Voor je met slicingopties aan de gang gaat, is het belangrijk je printobject goed te oriënteren op het printbed. Daarbij is het zaak rekening te houden met verschillende factoren. Natuurlijk moet je zorgen voor een zo groot mogelijk contactoppervlak met het printbed. Als je een piramidevorm print, zet je die met de basis vlak op het printbed, niet met de punt. Ook probeer je je object zo te oriënteren dat er zo min mogelijk supports nodig zijn, door horizontale uitsteeksels te voorkomen en die indien mogelijk naar boven te laten wijzen. Vaak is het zoeken naar het minste kwaad. Een ander aspect waarmee je, zeker bij functionele onderdelen die mechanische stress te verwerken krijgen, rekening moet houden, is de richting waarop krachten worden uitgevoerd. Printjes kunnen vaak in horizontale richting veel meer kracht verduren dan in verticale, omdat de verbinding tussen de laagjes makkelijker loslaat dan aaneengesloten plastic.
Begrippenlijst
Hieronder vind je een korte uitleg van enkele van de meest voorkomende begrippen die je bij het slicen tegenkomt. Layerheight - De hoogte van afzonderlijke lagen: 0,2mm is vrij standaard voor 0,4mm-nozzles. Hoe kleiner de hoogte, hoe langer een print duurt, maar hoe meer detail mogelijk is. Support - Het toevoegen van ondersteunende structuren, nodig als delen van een print erg overhangen. Ze kunnen immers niet in de lucht zwevend geprint worden. De maximaal toegestane overhangs zijn afhankelijk van filament, printsnelheid, temperatuur en koeling, maar een aardig uitgangspunt is dat (negatieve) hellingen van meer dan 60 graden lastig te printen zijn. Infill - Je kunt een printje van massief plastic maken of juist hol. Het eerste is een infillpercentage van honderd procent, het tweede een van nul procent. Er zijn diverse infillpatronen in je slicer te kiezen, die invloed hebben op de printsnelheid en stevigheid van je print. Perimeters of shells - Het aantal buitenlagen dat geprint moet worden. Hoe meer, hoe steviger je print wordt, maar ook hoe langer het printen duurt. Skirt of brim - Structuren die helpen met het hechten van prints aan het printbed. Een brim is een rand die om het object wordt geprint (en later verwijderd wordt), terwijl een skirt vooral een visueel hulpmiddel is om bij het starten van een print te controleren of de eerste laag goed gaat. Een skirt kun je mooi gebruiken om de z-afstand met babysteps aan te passen, mocht dat nodig zijn. Een derde optie is een raft, een soort 'vlot' dat onder je hele print wordt aangebracht en helpt met hechten. Rafts printen duurt vaak lang en levert artefacten aan de onderkant van je print op. Ze worden nog maar zelden gebruikt. Speed - De printsnelheid, en die kent weer tal van variaties. Je kunt de algemene printsnelheid instellen, maar ook de snelheid van de buitenkant, de eerste laag, de infill en supports, en de versnelling. In het algemeen geldt: langzamer printen levert betere printjes op, dus hou het bij voorkeur onder de 100mm/s.
Voor het slicen is het dus zaak om bovenstaande parameters correct te kiezen. Om met de makkelijkste te beginnen: een skirt of brim? Een skirt doet niet zoveel, maar een skirt van één rondje om je printje heen kan nooit kwaad. Je kunt dan zien of de z-afstelling in orde is en eventueel bijstellen met babystepping. Je kunt daarmee ook kijken of het filament de juiste kleur en flow (of het voldoende uit de nozzle komt) heeft. Een brim gebruik je als je lange, dunne structuren print die makkelijk los kunnen laten. Met zo'n extra rand blijven ze beter zitten.
De layerheight is afhankelijk van het object dat je print en wat je ermee doet. Een testprintje om te zien of een onderdeel zou passen, kun je op grovere dikte printen, terwijl een figurine op 0,1mm of lagere layerheight waarschijnlijk mooier wordt. Als je de standaardnozzle van 0,4mm gebruikt, heeft het weinig zin grotere layerheights dan 0,35mm te proberen; de flowrate gaat de beperkende factor worden en je extrudeert dan te weinig plastic. Ook kleiner dan 0,1 of 0,07mm is met een 0,4mm-nozzle niet superzinnig. De veiligste optie, en voor 0,4mm-nozzles de de-factostandaard, is dan ook een veilige 0,2mm-layerheight.
Instellingen in Cura en PrusaSlicer
Samen met de hoogte van de laagjes bepaalt natuurlijk ook de printsnelheid hoe snel je printje klaar is. Een hoge printsnelheid kan echter niet alleen leiden tot minder mooie printjes als het plastic niet genoeg kans krijgt om af te koelen en netjes gedeponeerd te worden, maar ook tot mislukte prints. Zeker de eerste lagen moeten langzaam geprint worden om een goede hechting mogelijk te maken en ook hoge prints mogen niet te snel geprint worden, aangezien kleine bewegingen van je printje de kwaliteit dan kunnen verpesten. Een redelijke printsnelheid is pakweg 60mm/s, maar voor lastige filamenten zoals tpu kun je gerust de helft daarvan instellen. Als je printer goed is afgesteld en je printje niet te lastig is, kun je ook tot 80mm/s of misschien 100mm/s printen.
De infill, die zowel percentage als patroon betreft, is opnieuw afhankelijk van je printje. Voor dunnere delen kan het zinnig zijn de infill te verhogen, zodat het steviger wordt, terwijl grote volumes met zestig procent infill printen de printtijd exorbitant verlengt. Gelukkig kun je in zowel Cura als PrusaSlicer de infillpercentages lokaal aanpassen met modifiers: geometrische figuren die je in je object plaatst en waarvan je de infillpercentages (of andere eigenschappen) aanpast. Wat infillpatronen betreft, sommige patronen zijn sterker dan andere. Zo zijn lines of zigzagpatronen niet bijster sterk; grids en hexagons zijn een stuk sterker en dus beter voor functionele onderdelen. Dat geldt ook voor cubic en gyroid patronen. Concentrische patronen kun je weer beter gebruiken in flexibele prints, waar ook de crosspatronen overigens prima werken.
Supports
Supports zijn een noodzakelijk kwaad voor sommige prints. Zonder supports, of ondersteuning, kunnen sommige objecten niet geprint worden, maar ze verlengen de printtijd vaak aanzienlijk en zijn soms lastig te verwijderen. Bij een zogenaamde overhang, een vlak dat een negatieve helling heeft en dus vrij in de lucht wordt geprint, is support vaak nodig. Zou je geen support gebruiken, dan zou dat deel van je print gaan druipen of helemaal mislukken.
Afhankelijk van je instellingen kunnen supports automatisch gegenereerd worden bij overhangs van meer dan 55 of 60 graden. In dat geval wordt een extra ondersteunende structuur tot op het printbed, of tot contact met onderliggende printoppervlaktes gemaakt. Bij complexe vormen kan die support meer dan de helft van je print uitmaken en zo de tijd die het maken van je printje kost, aanzienlijk verlengen. Ook het verwijderen is lastig. De interface tussen support en print moet niet te wijd zijn, anders ben je effectief nog steeds zonder support aan het printen. Te dicht erop, en het filament van de support fuseert met je printje en je krijgt het niet meer los. Bovendien kan zeker een automatisch gegenereerde support op lastig bereikbare plaatsen geprint worden. Vooral als zeer dunne of fragiele structuren met supports ondersteund worden, is het verwijderen lastig.
Gelukkig kun je met PrusaSlicer sinds kort erg makkelijk custom supports aan je prints toevoegen door ze simpelweg met een digitale paintbrush aan te brengen en te verwijderen. Leuk detail: als je je print opslaat als 3MF-bestand, behoud je je custom supports, zodat je ze niet opnieuw hoeft te maken als je hetzelfde printje nog eens wil maken of de supports later moet wijzigen. Ook voor Cura bestaan custom supports, maar dan door middel van een plug-in. In beide programma's kun je ook werken met supportblockers of supportenforcers, zodat je gebieden kunt afbakenen waar geen of juist wel supports moeten komen.
Er zijn nog tientallen andere instellingen die je met je slicingsoftware kunt instellen, maar bovenstaand zijn de basics waarmee je een eind moet kunnen komen. De temperaturen van je extruder en printbed kun je handmatig via je slicer instellen, maar je kunt ook de ingebouwde profielen voor veelvoorkomende merken en typen filament gebruiken die temperaturen voorschrijven.
Nabewerking
Zoals je bij de pagina over slicing zag, zijn er vaak een of twee extra structuren die je na het printen moet verwijderen: een eventuele brim en eventuele supports. Aangezien brims maar één laag dik zijn, kun je ze meestal gewoon wegbreken, maar een mesje of een speciaal hulpmiddel kan geen kwaad. Een veelgebruikt hulpmiddel daarvoor is een deburringtool. Die is eigenlijk voor metaalbewerking bedoeld om scherpe randjes na boren of frezen te verwijderen, maar leent zich uitstekend om een printje mee schoon te krabben. Ook eventuele plastic haartjes, het gevolg van het zogeheten stringing, kun je met een mesje of deburringtool verwijderen. Heel fijne strings kun je ook met een heatgun of desnoods een aansteker wegsmelten, maar let op dat je je printje niet beschadigt.
Deburringtool om printjes mee op te schonen
Supports zijn vaak lastiger weg te krijgen en vaak laten ze waar ze je print raken, nog kleine imperfecties achter. Met opnieuw een mesje of je deburringtool kun je die goeddeels wegkrijgen, maar schuren of vijlen kan ook nodig zijn. Nadeel is dat schuren en vijlen wat kleurverschil in je print kunnen opleveren als je het niet verder nabewerkt. Het plastic zal op op zijn minst wat matter worden dan de rest en zeker als je lichtere filamenten gebruikt, moet je oppassen voor residu van schuurpapier of vijlsel.
Schuren
Je kunt natuurlijk ook je hele printje opschuren om een gladder resultaat te krijgen. In veel gevallen doe je dat als je vervolgens je printje gaat schilderen of spuiten. Voor spuiten kun je ook je printje met plastic (vul)primer voorbehandelen, zodat je verf beter hecht of om oneffenheden weg te werken. In alle gevallen is het raadzaam om de verf of het andere product dat je wil gebruiken, eerst te testen op een stukje afvalplastic. Het zou immers jammer zijn als je verf, primer of spuitbus je printje aantast.
Let er wel op dat schuren, zeker als je daarvoor hulpmiddelen als elektrisch gereedschap gebruikt, warmte genereert. Zelfs een handvijl kan printjes al lokaal flink opwarmen en doen smelten. Zorg dus voor afwisseling waar je schuurt of vijlt, en zoals altijd met schuren: begin met grover schuurpapier en werk naar fijnere korrels toe. Uiteraard kun je ook polijstmiddel gebruiken als je wil, maar nat schuren met fijnkorrelig schuurpapier levert al mooie resultaten op. Een dankbaar filament om op te schuren is wood-fill-pla of eventueel voor schuren en polijsten: bronze-fill-pla.
Aceton-smoothing
Dat aantasten is in sommige gevallen gewenst. Een bekende truc en een reden om met abs te printen, is het zogeheten abs-smoothing met aceton. Aceton, het oplosmiddel in onder meer nagellakverwijderaar, lost abs op en is daardoor geschikt om het plastic na te bewerken. Als je dat probeert, doe dat in een goed geventileerde ruimte, want als je abs al vond stinken tijdens printen, is de damp van aceton waarschijnlijk nog slechter voor je. Voor aceton-smoothing is het niet handig om je print in aceton onder te dompelen, maar beter om met damp te werken. Dat doe je, afhankelijk van de afmetingen van je print, bijvoorbeeld in een jampot met een in aceton gedoopt stuk keukenpapier erin. Je stopt je printje in de pot en na een halve minuut of langer, naar wat nodig is, haal je je print eruit. Het aceton 'smelt' het oppervlak van je print en lijntjes worden zo glad gepoetst. In veel gevallen kun je je printje spiegelglad krijgen.
Smoothing van abs met aceton levert mooi gladde resultaten op
Smoothing met ipa
Pla is lastig chemisch glad te maken, hoewel je met ipa, al dan niet in dampvorm, een aardig eind kunt komen. Zo goed en makkelijk als acetone-smoothing bij abs werkt, is dat echter niet. Er zijn nog enkele chemicaliën die je kunt proberen om pla glad te krijgen, zoals chloroform, ethylacetaat en andere middelen waarvoor de nodige veiligheidsmaatregelen nodig zijn. Daarom kun je het misschien het best bij een combinatie van schuren, primer en spuiten houden, en eventueel tweecomponentenhars gebruiken om een printje helemaal glad en waterdicht te krijgen. Met ipa kun je wel een ander plastic chemisch gladmaken: pvb, kort voor polyvinylbutradyal. Het materiaal wordt door diverse fabrikanten, onder meer als PolySmooth door Polymaker en sinds zeer recent ook door Prusa verkocht en laat zich uitstekend met ipa gladmaken. Een kwestie van ipa vernevelen op de print en het materiaal wordt glad en glimmend. Let wel dat pvb minder robuust is dan veel andere filamentsoorten; dit gebruik je voor de sier, niet voor sterke prints. Ook is het pakweg tweemaal zo duur als gewoon pla.
Sterkere prints met warmte
Er is nog een trucje dat bij sommige objecten wordt toegepast en dat is annealing. In het Nederlands zou dat ontlaten of gloeien zijn, maar annealing is een nuttigere zoekterm. Daarbij verwarm je je printjes, in het geval van pla tot ongeveer 70 graden, in de oven of desnoods in een waterbad, waardoor het plastic sterker wordt. Een groot nadeel is dat het je object kan vervormen of doen krimpen. Voor dat laatste kun je in je ontwerpfase compenseren en voor het eerste passen sommigen fijngemalen zout als stabilisatiebed toe. Naast pla kun je ook andere filamenten op die manier nabehandelen, uiteraard met aangepaste temperaturen. Een extreme vorm van plastic verhitten is overigens een lost-mold-cast, waarmee je je print als mal gebruikt die bij het gieten van brons of een ander metaal verloren gaat.
Printjes verzamelen
We hebben al even aangestipt dat de vraag 'wat moet je nou printen met je 3d-printer' soms een lastige kan zijn om te beantwoorden. Omdat printen voor velen een interessante hobby is, steken ze een hoop tijd en moeite, en printjes, in het upgraden van hun printer. Een beugel voor ledverlichting, gearticuleerde kabelgoten voor de kabels, opbergbakjes voor parafernalia voor je printer, voetjes, behuizingen en noem maar op; je kunt dagen printen om onderdelen voor je printer te maken. Er zijn een paar grote verzamelplekken voor printjes die door anderen ontworpen zijn.
Thingiverse
Zonder twijfel de grootste repository voor 3d-bestanden, en dan vrijwel uitsluitend stl-bestanden, is Thingiverse. De site is al ruim twaalf jaar online en was begonnen als verzamelplaats van printjes voor Makerbot-printers, maar dankzij het open karakter van de site en de content is het de standaardzoekplaats voor veel eigenaren van 3d-printers geworden. Een paar keer leek het erop dat Thingiverse ten onder zou gaan, deels door het eigen succes en deels door het beheer van Makerbot. Enige tijd geleden leek Thingiverse op de fles te gaan en was de site nog nauwelijks bruikbaar, maar een herdesign heeft de site nieuw leven ingeblazen.
Een 3d-preview van een printje bij Thingiverse
Inmiddels is de site weer goed bruikbaar, alleen is zoeken nog altijd een lastig goed te implementeren functie. Prints krijgen naast een naam en beschrijving optioneel tags om het zoeken te vergemakkelijken, en geregistreerde gebruikers kunnen andere users volgen, ontwerpen verzamelen in collecties, liken en eventueel variaties of remixes van een ontwerp uploaden. Sommige ontwerpen zijn ook binnen de Thingiverse-omgeving aan te passen door middel van de customizer. Diverse parameters kunnen zo veranderd worden, zoals dimensies of het aantal gaten voor schroeven in een ontwerp.
Prusaprints
Een site die aardig in opkomst is en aanvankelijk net als PrusaSlicer voornamelijk voor Prusa-eigenaren was bedoeld, is Prusaprints. Prusa probeert met de site het 3MF-format naar voren te schuiven, maar de unieke factor is de mogelijkheid om g-code te downloaden. Aangezien alle Prusa-printers in principe identiek zijn, zou g-code die voor de ene MK3S werkt, ook een goed printresultaat op een andere moeten geven. Bovendien zie je zo hoeveel tijd en filament een printje kost, en is al het werk met slicen en het aanbrengen van supports en dergelijke al voor je gedaan.
Prusaprints is inmiddels flink aan het groeien en dankzij wat kritische massa begint het steeds meer een aanvulling zo niet alternatief voor Thingiverse te worden.
MyMinifactory
Het grootste alternatief voor Thingiverse, in termen van aantallen ontwerpen, is MyMiniFactory. De modellen worden softwarematig op printbaarheid beoordeeld voordat ze beschikbaar worden gesteld op de site, wat niet-printbare teleurstellingen zoals je weleens op Thingiverse tegenkomt, moet voorkomen. Ontwerpers kunnen op deze site ook betaald worden. Veel 3d-modellen zijn in tegenstelling tot bij Thingiverse niet gratis te downloaden, maar onder commerciële licentie beschikbaar. MMF maakt negentig procent van het aankoopbedrag naar de ontwerper over. Een eigen winkelhoekje op de site kost overigens wel 25 dollar, dus dat is alleen interessant als je wat volume verwacht.
Overige sites
Er zijn uiteraard nog vele andere sites waar 3d-bestanden verzameld en gedeeld worden. Veel opensourcemateriaal is, mede, op GitHub te vinden, maar ook sites als Pinshape, GrabCAD en YouMagine proberen marktaandeel van Thingiverse af te snoepen. Op Pinshape kun je betaalde en gratis ontwerpen vinden en bij GrabCAD vind je complexere ontwerpen, met een sterke nadruk op, zoals de naam aangeeft, cad-ontwerpen. De site is dan ook eigendom van Stratesys, een fabrikant van onder meer industriële 3d-printers, en YouMagine is weer van UItimaker, ook een fabrikant van 3d-printers. Een metazoekmachine die vrijwel alle bekende en minder bekende sites met 3d-bestanden afzoekt, is STLfinder. Ook Yeggi is zo'n metazoekmachine die andere websites indexeert en doorzoekbaar maakt.
Zelf 3d-modellen ontwerpen
Met de sites op de vorige pagina en de vele ontwerpen die je daar kunt vinden, kun je de rest van je leven een loods vol 3d-printers bezighouden, maar wat als je net even iets anders wil? Naast de ultieme mogelijkheid tot maatwerk biedt het zelf ontwerpen nog een aantal voordelen. Zo kun je in je ontwerp rekening houden met je eigen 3d-printer en het filament dat je wil gebruiken. En je kunt supports en eventueel structuren voor betere printbed-adhesie in je ontwerp meenemen. Bovendien is er weinig leuker dan zelf een object ontwerpen en dat enkele uren later uit je printer zien rollen.
Er zijn ook voor het zelf ontwerpen of aanpassen van bestaande ontwerpen weer legio opties, ieder met eigen voor- en nadelen en leercurve. Uiteraard gaat het te ver om van elk 3d-pakket een uitleg te geven hoe het gebruikt moet worden. Gelukkig zijn van de populaire pakketten enorme hoeveelheden bestaande resources en how-to's beschikbaar, van de sites van de ontwikkelaars tot complete cursussen op YouTube. We raden je dan ook aan om de software van je keus te proberen en via een tutorial enkele simpele objecten te ontwerpen. Veel tekenpakketten zijn namelijk redelijk complex en zonder een handvat zie je al snel door de bomen het bos niet, zeker als je helemaal geen ervaring met cad-software hebt.
Modificaties: parametrische ontwerpen
Via Thingiverse kun je sommige modellen al eenvoudig aanpassen, met de Customizer. Het model dat door de ontwerper is geüpload, moet er wel geschikt voor zijn. In het jargon is het dan een parametrisch ontwerp. Van een parametrisch ontwerp kun je parameters aanpassen, bijvoorbeeld een schroefdiameter of de hoogte van een element. Het voordeel van het customizen van parametrische ontwerpen binnen Thingiverse is dat je geen software nodig hebt; je krijgt direct je aangepaste stl-bestand ter download aangeboden.
Voorbeeld van een parametrische draaiknop in OpenSCAD
Slechts een klein deel van de modellen die je op Thingiverse vindt, is met de Customizer aan te passen. Veel andere parametrische modellen worden in het scad-formaat aangeboden. Met een vrij eenvoudig stukje software, OpenSCAD, kun je dergelijke modellen aan je persoonlijke wensen aanpassen. Net als in Customizer zijn enkele parameters in dergelijke bestanden aanpasbaar en je krijgt een preview in de viewer van de software met welk effect je aanpassingen hebben. Eenmaal tevreden kun je een definitieve render van je aangepaste ontwerp genereren en die als stl opslaan, om hem weer in je slicer naar keuze gereed te maken voor je printer.
Tinkercad
Tinkercad is een zeer beginnersvriendelijk ontwerppakket dat volledig online in je webbrowser draait. Je hebt een account bij Autodesk, de eigenaar van Tinkercad, nodig om er gebruik van te maken. Je kunt bestaande ontwerpen importeren om ze aan te passen of je eigen ontwerp maken. Dat laatste gaat makkelijk en snel dankzij het gebruik van simpele geometrische objecten die je kunt samenvoegen, van elkaar kunt aftrekken en op andere manieren kunt manipuleren. Voor heel simpele ontwerpen is Tinkercad lekker snel, maar voor heel precieze of complexe ontwerpen kun je waarschijnlijk beter echte cad-software gebruiken.
Freecad
Met Freecad komen we in het territorium van het daadwerkelijk 'from scratch' ontwerpen van 3d-objecten. De software is open source en gratis te gebruiken, zonder accounts of andere vereisten. Freecad stamt uit 2002 en de leeftijd is zichtbaar. Bovendien heeft de software af en toe wat eigenaardigheden en bugs. Zo kan het voorkomen dat delen van je ontwerp plots in een ander vlak terechtkomen. Het is dus zaak om regelmatig je werk op te slaan, zodat je geen voortgang verliest. Freecad werkt parametrisch; alle vlakken, lijnen en bewerkingen zijn aanpasbaar. Zo kun je vrij eenvoudig dimensies of locaties van features aanpassen.
Fusion 360
Fusion 360 is zo'n beetje de standaard wat cad-ontwerp voor 3d-prints betreft, deels omdat het na registratie met, opnieuw, Autodesk gratis te gebruiken is en deels omdat het zeer krachtige en uitgebreide software is. De gratis versie is wel wat beperkt vergeleken met de betaalde versie. Zo kun je een beperkt aantal ontwerpen gelijktijdig bewerken, en zijn de import en export van bestandsformaten beperkt in de gratis versie.
Wel kun je met Fusion vrij makkelijk ontwerpen maken, omdat veel acties geautomatiseerd kunnen worden. Zo kun je automatisch voorwerpen laten uithollen of dikte geven aan een complexe vorm. Bovendien zijn maatvoeringen parametrisch aan te passen en kun je andere objecten dan 3d-prints ontwerpen. Zo zou je bijvoorbeeld printplaatjes kun maken met Fusion. Doordat Fusion lange tijd een iets vriendelijker thuisgebruikvorm had, met meer mogelijkheden dan onlangs werden doorgevoerd, zijn er veel tutorials en ontwerpbestanden voor F360 te vinden. Let wel op dat Autodesk zijn voorwaarden altijd kan aanpassen en gratis gebruik verder kan afknijpen. De ontwerpfilosofie die je je eventueel met Fusion 360 aanleert, vertaalt zich echter ook naar veel andere cad-software.
Windows
We moeten ook even Microsofts poging om 3d-printen en -ontwerpen toegankelijker te maken met Print 3D en 3D Builder noemen. De Print 3D-software voegt niet zo gek veel toe aan een print-workflow en zonder een aan een pc gekoppelde 3d-printer kun je niet eens een printje prepareren, maar 3d Builder is een redelijk stuk software om mee te beginnen en kan veel eenvoudige handelingen uitvoeren. Daarin lijkt het wat op Tinkercad, maar Microsofts software kan ook webcam-afbeeldingen eenvoudig naar 3d-objecten vertalen, maar uiteraard met beperkt succes. Voor eenvoudige werkzaamheden, zoals je naam in een 3d-ontwerp zetten, voldoet 3D Builder prima.
Een dappere poging een gezicht in Blender te sculpten
Sculpting
Waar bovenstaande ontwerppakketten vooral gebaseerd zijn op het maken van objecten door geometrische vormen te combineren en met absolute afmetingen te werken, is ontwerpen met Blender een heel andere tak van sport. Met de Sculpter-mogelijkheid van Blender kun je namelijk een klomp virtuele klei vormgeven door het in te deuken, uit te rekken, erin knijpen, kortom: alles wat je met echte klei ook kunt. Zo kun je meer 'freeform' modelleren en organischere voorwerpen maken. Ook MeshMixer en ZBrushCoreMini (voorheen Sculptris) zijn gratis te gebruiken om organische modellen te ontwerpen.
Tot slot
In deze how-to, samen met het eerste deel, hebben we geprobeerd een overzicht van de aspecten te geven die komen kijken bij 3d-printing. Het is erg lastig om een volledig overzicht te geven, aangezien ieders workflow, eisen en hardware verschillen. Er is ook niet één recept waarmee je alles wat je wil, foutloos 3d-print, maar dat betekent ook niet dat het extreem lastig is. Het vergt alleen wat onderzoek, wat trial-and-error en zorgvuldigheid.
We sluiten daarom af met enkele algemene tips. Ten eerste: laat je niet afschrikken door eventuele problemen of obstakels. Mocht je allereerste printje grandioos mislukken en in een nest filament eindigen, of in een grote gesmolten klomp plastic: geen paniek. Pas variabelen aan, niet te veel tegelijk natuurlijk, en probeer het nog eens. Tien tegen een dat een ander al eens dezelfde problemen heeft gehad én een oplossing heeft gevonden.
Overzicht bronnen
We hebben de linkjes die in dit artikel voorkomen, nog even op een rij gezet, zodat je alles makkelijk kunt terugvinden.
Zorg ook goed voor zowel je printer als je filament. In veel gevallen is het niet nodig, maar mocht je lijm op je printbed gebruiken, maak het dan regelmatig schoon. Dat is in het algemeen een goed advies; hou je printbed, maar ook de extruder en nozzle schoon, zorg dat er geen resten filament rondslingeren in en rond je printer en berg je filament goed op. Dat laatste is van niet te onderschatten belang: filament trekt in de regel vocht aan en vochtig filament print niet lekker. Als je een rol een tijdje niet gebruikt, stop hem dan in een ziplockzak, liefst met silicagel, en bewaar hem uit het zonlicht.
Wat het zelf ontwerpen van 3d-objecten betreft: volg eens een YouTube-tutorial voor Fusion 360. Je kunt met eenvoudiger software aan de gang, maar de workflow die je bij F360 aanleert, laat zich ook naar andere cad-pakketten vertalen. Nogmaals, er is helemaal niets mis met een ontwerp van Thingiverse halen en dat printen, maar weinig dingen geven zoveel voldoening en zijn zo verslavend als een probleem oplossen door zelf een oplossing te ontwerpen en die even later in handen te hebben.
Leuk artikel, hier en daar springt het wel tussen heel eenvoudige topics waar je onmiddellijk mee in aanraking (bed leveling) komt en andere die behoorlijk geavanceerd zijn. (smoothing van de print met mogelijks kankerverwekkende stoffen voor PLA) zonder dat heel duidelijk te maken.
Het calibreren van een 3d printer gaat ook wel net wat verder dan enkel het bed. Ook de extruder calibreren is heel belangrijk in mijn ervaring. Een site die hier een mooi stappenplan voor geeft is deze van Teaching Tech https://teachingtechyt.github.io/calibration.html#intro
Merk op dat een belangrijke reden voor het automatisch calibreren is dat een bed niet noodzakelijk plat is. (een bed van glas zit niet bij alle printers). Uiteraard wil je wel alles zo vlak mogelijk krijgen, want anders is de onderkant van je print niet volledig plat. (belangrijk voor bepaalde onderdelen)
Wat betreft slicers is Simplify 3d idd heel populair maar heeft ook al 3 jaar geen echte updates gehad. Er zou een grote update aankomen, maar het bedrijf communiceert daar niets over. Dus komt die of niet? Wie weet het. Als je nu start zou ik geneigd zijn om een andere slicer te kiezen tot daar meer duidelijkheid over is.
De vermelde customizer van thingiverse is eigenlijk gewoon OpenSCAD. Dit is een atypisch CAD programma, maar voor mensen met programeerervarving wel heel toegankelijk. Het is meer programmeren dan design in een visuele editor.
De zoekmotor van thingiverse is inderdaad niet heel goed. Gelukkig zijn er searchengines die thingiverse kunnen doorzoeken : https://searchthingiverse.com/
(edit:tikvaut)
[Reactie gewijzigd door bomberboy op 22 juli 2024 18:19]
Als slicer is de nieuwste versie van de PrusaSlicer (2.3) echt een aanrader geworden. Niet alleen voor de Prusa printers. Er zitten profielen voor veel meer printers (waaronder de Enders) in. Je kan een profiel ook gemakkelijk aanpassen voor je eigen printer.
Door de scheiding van de profielen van printer en filamenten kan je gemakkelijk het beste uit elk filament halen. Plaatsen van supports kan je volledig en gemakkelijk helemaal in eigen hand houden. Het voegt ook nog eens "ironing" aan je printer toe, waarmee vlakke bovenkanten heel netjes af kunt laten werken. Nabewerking is dan haast niet nodig. Transparant materiaal wordt daarmee ook echt transparant (mits 100% infill).
Op dit moment is dit voor elke filamentprinter gewoon de beste slicer die de beste resultaten uit je 3D printer kan halen.
PrusaSlicer is inderdaad mooi maar heeft ook zo zijn dingetjes. Bijvoorbeeld geen support op een Brim kunnen printen is iets wat ik gewoon een misser vind.
Verder vind ik het vrij beperkt kwa instellingen. Cura heeft veel meer opties.
Overigens heeft Cura ironing al een hele tijd als optie dus echt vernieuwend is het niet.
Niet om PrusaSlicer af te kraken hoor, ik gebruik het sinds een paar weken en het MK3s print profiel geeft geweldige resultaten met mijn AM8 maar beide slicers hebben zo hun voors en tegens.
PrusaSlicer is in de laatste versie behoorlijk verbeterd. Supports worden nu overigens standaard gedeeltelijk op de Brim gezet. Er wordt nog wek een deel van de brim om de supports heen geprint om er zeker van te zijn dat ook de supports goed aan het bed blijven plakken.
Grafisch ziet PusaSlicer er prima uit en in de nieuwste versie is heel veel aan te passen. Zeker als je voor de expert modus kiest. Voor een beginner is het simpel te gebruiken, maar ook voor de meest gevorderde en veel eisende gebruiker zijn er talloze mogelijkheden.
Cura is wel veelzijdiger met het plaatsen van supports. De tree-supports ontbreken helaas nog steeds bij de Prusa slicer. Wanneer je veel supports nodig hebt kan Cura beter zijn. In andere gevallen geef ik nu de voorkeur aan Prusa.
RC3 printte anders nog steeds geen support op de brim waardoor mijn prints hopeloos warpten. Volgens de release notes is en tussen de laatste rc en de final daarin niets echt veranderd en de diverse support tickets staan nog open.
Ja Slicer heeft een expert mode maar Cura heeft gewoon heel veel meer instellingen.
Wat ik mooi vind aan Prusa Slicer is dat je verschillende instellingen voor printer, fillament en kwaliteit hebt en apart op nunt slaan. In Cura vind ik dat echt een onbegrijpelijke bende :x
Cura is vooral lastiger te gebruiken. Als je alle instellingen op gaat tellen heeft Prusa er meer. De professional versie van Cura is vooral beter in het plaatsen van supports. Daar mist Prusa inderdaad wel wat.
Zeker voor beginners is de Prusa slicer een prima stuk gereedschap. Zelf print ik zelden met ABS of ASA. In de meeste gevallen gebruik ik PETG (70%) of PLA (20%). Alleen voor kleinere dingen gebruik ik ASA of ABS. als dat wegens de eigenschappen noodzakelijk is. Bij printlijnen boven de 10 tot 15 cm (afhankelijk van het merk) is warping ook bij mij een probleem. Verder gaat er nog wel eens een stukje woodfill of nylon door een van de printers.
Wie Cura prettig vindt werken moet daar vooral mee blijven werken. Het uiteindelijke resultaat is zeker niet slecht. Print je veel met supports, dan is Cura inderdaad te verkiezen boven PrusaSlicer. Ben je beginner, pak dan de PrusaSlicer en kijk later eens naar Cura. In het eind resultaat zit er nauwelijks verschil tussen de twee slicers.
Ik moet eens iets proberen te printen dan met supports met de geupdate versie van prusaslicer. Ik gebruik hem vooral voor prints die ik in stukken moet hakken en zonder supports. Cura doet het beter met tree supports. Dus deed dat eigenlijk altijd daarin.
Ook had ik nadat prusaslicer was geupdate het probleem dat mijn prints niet meer bleven plakken op het bed, bleek dat ik in eens mijn z offset moest verlagen met 0,05cm, misschien dat ze iets hebben veranderd in hun automatische elefantfeet correctie. Echter kan ik nergens instellingen vinden om deze te corrigeren.
Ben het eens met het stukje over smoothing. Organische oplosmiddelen zijn niet om zomaar mee te werken. Chloroform is een bekend carcinogeen. Zou ik niet zomaar zonder waarschuwing en zuurkast gebruiken. Ook het gebruikte THF in de link van het artikel is ècht geen fijn spul!
Voor nabewerken ben ik overgestapt op een oude verfbrander. Als verfbrander werkte deze niet meer omdat één van de twee verwarmingsspiralen het had begeven. Van een oud conservenblik heb ik een iets nauwere mond gemaakt. Voor PLA en PETG is dit een prima methode om extrusie-lijnen te doen vervagen. Het is even oefenen, maar twee a drie keer door de hete luchtstroom en het is nagenoeg glad. Na twee keer wel even af laten koelen. Dunne en fijne onderdelen moet je behoorlijk snel door de hete lucht halen, anders smelt het. Heb je fijne onderdelen op een grover stuk, dan kan je de fijne onderdelen eerst met een kwastje nat maken.
Met ABS en ASA kan warmte ook wel gebruikt worden, maar de resultaten zijn dan minder mooi. Aceton geeft een mooier resultaat.
Ik heb sinds ik linear advance en retraction snelheid goed heb afgesteld betere print met veel meer detail en veel minder stringing dan ooit te voren. Een aanrader voor iedereen met Marlin firmware.
Verder heb ik een net wat kleiner extruder wiel waardoor de extruder stappenmotor meer dan voldoende kracht heeft (nu wat te veel zelfs), maar dat kan ik met de potmeter op de stappenmotor controller nog wat terug draaien.
Wat me opvalt is dat Design spark mechanical zo onbekend is terwijl het toch een van de betere 3D programma's is waar je niet de beperking met exportformaten hebt zoals tegenwoordig bij Fusion360.
En voor parametrisch ontwerpen met constraints kan ik SolveSpace aanraden. Op de websites staan ook een paar korte maar goede tutorials. De leercurve is minder stijl dan bijvoorbeeld FreeCAD. Heel eenvoudig stukje software dus, maar daardoor zeer krachtig. Export naar meerdere formatie waar onder STL is mogelijk.
Ik wilde dit zelf ook al posten. Onshape is gemaakt door een oud oprichter van Solidworks en erg handig als je de workflow van Solidworks gewend bent, bijvoorbeeld vanuit je werk of opleiding.
Dank voor de tip van onshape. Gezien ik op Linux zit is cross platform support voor mij wel een belangrijk ding. Ik gebruik nu Tinkercad, en ben er rete-snel en efficiënt mee geworden, maar loop wel tegen de limitaties aan.
Paar opvallende dingen. Bij de Slicer software, dat Ideamaker niet benoemd wordt.
Een erg uitgebreid pakket, werkt sneller dan Cura, werkt overzichtelijker dan Cura, makkelijk je flow, esteps etc in aan te passen en zo kan ik nog wel even doorgaan.
Voor jou printer zijn er vaak goede profielen voor te vinden die je kan gebruiken. Dus kijk er eens naar! 😃
Dan de websites waar je prints kan vinden. Cults3D mag best benoemd worden. Behoort tot een van de grootste platforms op dit moment. Staan erg veel goede kwaliteit prints op, groten deels ook gratis en als je prints hebt waarvoor je moet betalen is dat ook makkelijk te doen.
Pinshape wordt bijvoorbeeld dan wel weer benoemd. Daar zou ik volledig bij weg blijven! Daar gaat het financieel niet helemaal goed mee. Wat betekend dat je op moment niet eens een file kan kopen daar en dat is al bijna 1 jaar zo. Vreemd dat dit dan hier ook niet vermeld wordt.
[Reactie gewijzigd door Hupske op 22 juli 2024 18:19]
Voor de mensen met Windows, Windows 3D Builder is op zich ook een redelijk start om zelf iets mee te tekenen. Veel simpeler programma is er niet denk ik. Zeker geen full-blown CAD programma, maar voor de echt basic start in 3D design wel erg handig.
Wat je daarna gebruikt is denk ik meer een persoonlijke keuze. En staar je niet blind op CAD pakketten, een pakket als Blender werkt ook heel goed.
Geen CAD prorgramma maar een 3D computer-graphics programma waar je ook goed 3D design kunt maken, veel add-ons, volledige off-line, parametric design opties, etc. Open Source en Nederlandse roots. Maar ga gewoon een paar programma’s proberen en maak een keuze, want wil je een programma echt onder de knie krijgen zul je toch er echt in moeten duiken.
Zelf wel ontdekt dat een combi van FDM-printer en een Resin-printer wel heel handig is. De FDM voor het grotere werk en de Resin printer voor het kleine detail spul. In tegenstelling tot een FDM printer valt er aan een Resin printer niet veel te tweaken. Dus als je hobby tweaken is dan kun je helemaal los met een FDM printer, is je hobby 3D design en printen, dan kan ik echt aanbevelen beide types te halen.
Ik vermoed dat de meeste mensen die voor het eerst een 3Dprinter aanschaffen alleen naar een FDMprinter kijken omdat je daar een stuk grotere objecten mee kunt printen en de prijs van filament beduidend lager is.
Ik heb ook een harsprinter naast twee FDMprinters, maar die harsprinter is er pas gekomen nadat ik al ruim anderhalf jaar intensief gebruik maakte van mijn eerste FDMprinter en tegen de grenzen (qua haalbaar detail) van die printer aan begon te lopen.
De laatste (large volume) FDMprinter die ik aan heb geschaft kwam er ook pas nadat ik niet genoeg meer had aan het bouwvolume van mijn Prusa MK3S.
Een normale FDMprinter is een prima beginpunt in deze hobby.
Als ik eerder had geweten van Resin printers, was ik nooit aan FDM begonnen. Die staat al 3 jaar in een doos, omdat ik gek werd van het lawaai, de hitte ~50 graden en het feit dat ie om de haverklap bleef hangen (weerstand van het filament op de rol denk ik te groot), blokkeerde, of niet aan de build plate bleef kleven, ondanks uitgebreid schoonmaken met alcohol. Daarnaast haalt een FDM printer het detail van een 4K resin printer gewoonweg niet. Ook niet met de beste kop.
Resin printers zijn voor mensen die miniaturen e.d. willen printen. FDM voor de functionele stugge prints die je kunt inzetten voor dagelijks gebruik.
Ik heb een Prusa MK3S (kit) als mijn eerste 3Dprinter aangeschaft, en er nooit spijt van gehad. Het was een eitje om die in het begin 1 keer in te stellen en daarna nooit meer iets aan hoeven te doen. Ook geen gedoe met herrie (wel meerdere vrienden ol bezoek gehad die verbaasd waren over hoe stil hij was t.o.v. hun Chinese klonen), nauwelijks gedoe gehad met niet goed vast blijven zitten op de verwarmde en zelf levelende build plate (wel heel soms met PETG printjes er vanaf krijgen: lang leve glassex!) of de aanvoer van filament.
Nu print ik vooral eigen ontwerpen, van organisers voor bordspellen, gebruiksvoorwerpen in en rond het huis (zoals een afzuigkap voor mijn harsprinter) tot aan bordspelmeeples en figuurtjes en sieraden.
Daarnaast print ik steeds vaker grotere zaken die tot nu toe in stukken op de Prusa MK3S moesten worden geprint. Daarom is er nu een tweede FDM printer (Anet ET5 pro: stillere stepper drivers dan de ET5) bij gekomen.
Ik had de Prusa SL1 harsprinter weliswaar sneller in elkaar gezet en er ook sneller consistentie van de printkwaliteit mee bereikt, maar de kosten per print zijn fors hoger, het meest gebruikte printmateriaal heeft andere eigenschappen (brosser en breekbaarder dan PLA of PETG) er komt meer kijken bij de stappen voor en na het printen(schoon houden van je FEP-film, geen chemicaliën op je huid of in je ogen krijgen, de stank: afzuiging nodig, omgevingstemperatuur constant houden, beperkte houdbaarheid van hars, chemisch afval enz.) en je bent behoorlijk beperkt in de maximale afmetingen van je printjes.
Dus ik zou willen stellen dat het maar net afhangt van het budget en doel van degene die een 3Dprinter wil gaan aanschaffen.
[Reactie gewijzigd door thanalas op 22 juli 2024 18:19]
Resin-printen is tegenwoordig echt doodeenvoudig. Wel een beetje een smeerboel in de nabewerking. Resin is toch een beetje irritant spul; Gasmasker, handschoenen, veiligheidsheid-bril, etc. is wel een must. Maar de kwaliteit en detail is nooit te halen in FDM.
Nadeel is toch dat mensen vaak de goedkoopste FDM printer halen. En daar heb je naar mijn idee juist het meest werk aan. Is nooit helemaal lekker stabiel. Maar als je iets meer uitgeeft zul je in de meeste gevallen met PLA out of the box moeten kunnen printen. Je kunt ook een printer halen van 2-duizend plus ofzo. Die doen het zeker out-of-the-box. Maar dat voelt niet meer als hobby, of geld moet geen probleem zijn.
Ik print voor modelbouw en wargaming. En exact wat je zegt, Resin is perfect voor miniaturen en de kleine modelbouw details, maar de grotere items zoals terrein, of een boot-romp van dikke meter (in meerder stukken anders past het niet) doe ik dan in FDM. Voor de grotere functionele dingen, gewoon in FDM.
Leuke is dat je alles gewoon zelf kunt doen, vanaf het 3D-design tot aan het printen en afwerken. Dat is zo leuk, niet hetzelfde als iets kant en klaar koopt. Altijd unieke dingen. Maar goed ieder zijn ding.
Resin-printen is tegenwoordig echt doodeenvoudig. Wel een beetje een smeerboel in de nabewerking. Resin is toch een beetje irritant spul; Gasmasker, handschoenen, veiligheidsheid-bril, etc. is wel een must. Maar de kwaliteit en detail is nooit te halen in FDM.
Nadeel is toch dat mensen vaak de goedkoopste FDM printer halen. En daar heb je naar mijn idee juist het meest werk aan. Is nooit helemaal lekker stabiel. Maar als je iets meer uitgeeft zul je in de meeste gevallen met PLA out of the box moeten kunnen printen. Je kunt ook een printer halen van 2-duizend plus ofzo. Die doen het zeker out-of-the-box. Maar dat voelt niet meer als hobby, of geld moet geen probleem zijn.
Ik print voor modelbouw en wargaming. En exact wat je zegt, Resin is perfect voor miniaturen en de kleine modelbouw details, maar de grotere items zoals terrein, of een boot-romp van dikke meter (in meerder stukken anders past het niet) doe ik dan in FDM. Voor de grotere functionele dingen, gewoon in FDM.
Leuke is dat je alles gewoon zelf kunt doen, vanaf het 3D-design tot aan het printen en afwerken. Dat is zo leuk, niet hetzelfde als iets kant en klaar koopt. Altijd unieke dingen. Maar goed ieder zijn ding.
Nou, het mooie is dat er geen daadwerkelijke data is waarin bij het gebruik van resin wordt gesproken over het gebruik van een gasmasker. Standaard zijn een mondkapje (je weet wel, corona), bril (maar die heb je alleen nodig als je een kluns bent) en handschoenen (Nitril).
Ik heb recent nog gezocht naar de daadwerkelijke veiligheidsissues omtrent resin, maar waar vooral wordt gewaarschuwd is aanraking met de huid en verder, net zoals bij FDM, zorg er voor dat de ruimte wordt geventileerd.
Ik heb een vaste werkwijze, met een cure&wash station, en het lijkt in het begin erg complex, maar het valt allemaal heel erg mee. Ook de troep valt enorm mee. Ik leg 4 keukenvelletjes op m'n snijmat, dan leg ik de build plate er schuin op, zet het plamuurmes er tegenaan, printjes vallen op het keukenpapier, die gaan dan een rekje in, die wordt in m'n wash station gehangen. Dan maak ik direct de build plate schoon. Na het wassen haal ik de supports er af, dan cure ik de printjes. Vervolgens maak ik een bal van het afval, trek m'n rechterhandschoen om de bal heen, dan de linker en gooi het weg. Even m'n mat met IPA schoonmaken en klaar.
Ik scheid op dit moment alleen vloeibaar afval, dus wellicht dat ik daar nog een beetje m'n best moet doen.
Het valt allemaal best mee.(En het gemak van een Resin printer qua opzetten en instellen is een fractie van een FDM printer).
[Reactie gewijzigd door Oyxl op 22 juli 2024 18:19]
Yup, helemaal mee eens. Maar er zullen mensen zijn die de hele workflow toch best irritant vinden.
Het extra werk met Resin is naar mijn idee ook meer dan de effort waard voor de detail die je krijgt met Resin.
Heb een standaard gasmasker met A-filter. Daardoor ruik ik helemaal niets, vind het wel prettig werken met masker want het ruikt mij net te chemisch. Ik heb ruim voldoende ventilatie, maar de lucht kan gewoon niet goed zijn.
FDM bij mij is printer aanzetten en printen. Print van je bed halen, support weghalen als dat nodig is, en printer uitzetten. Dus erg eenvoudig als je printer goed werkt.
Resin is printer aanzetten, soms een nieuwe bedlevel doen, Resin vullen, printen. Print-bed uit de machine halen, beetje schoonspoelen met IPA, van het bed halen, in de Wash & Cure met IPA gevuld, support verwijderen. (Ben er nog niet uit wanneer verwijderen support het meest handige is. Voor of na de Cure cycle.) Als je niet verder print, Resin uit je machine halen, filteren en terug in de fles. Vat schoonmaken, werk ruimte schoonmaken als je gesmeerd hebt en klaar.
Leuk artikel voor beginners. Ik mis helaas hier en daar net dat beetje extra om het een echt goed artikel te maken.
Bijvoorbeeld is het jammer dat niet wordt genoemd wordt dat STEP-formaat ook kan worden geprint door Cura. Dan zijn je curves veel mooier.
Ook zou het denk ik wel handig zijn geweest om te vermelden met welke middelen je de hechting kan beïnvloeden met bijv. prittstift, houtlijmoplssingen of PVA spray en dat sommige ondergronden juist moeten worden bewerkt met deze middelen om schade tegen te gaan. (bijv. de combi PEI en PETG)
Verder wellicht interessant om te weten dat annealing op vele manieren kan en dat je een print zelfs kan hersmelten in gips en dan veel sterker kan maken: https://www.youtube.com/watch?v=bG8dlxTX3AI (sowieso is CNC Kitchen een interessante youtuber om te volgen als het om 3D printen gaat)
[Reactie gewijzigd door ocf81 op 22 juli 2024 18:19]
Vreemd dat SketchUp niet bij de software staat. Ik dateer van de reprag.org Mendel dagen, en gebruik al meer dan 10 jaar uitsluitend SketchUp om 3d ontwerpen te printen. Gewoon een stl export plugin en klaar. Heel makkelijk te leren.
Zelf heb ik ook Sketchup een tijdje geprobeerd voor thuis, maar als je normaal werkt in Solidworks, valt het niet mee om daaraan te wennen.
Ik gebruik nu OnShape, en dat bevalt echt heel goed. Je bouwt je modellen op een soortgelijke manier als in solidworks, maar dan in de cloud. Dus ook op wat lichtere computers, telefoons of tablets kun je je ontwerpen bekijken of aanpassen. En gratis te gebruiken voor de hobby
ik was toch even benieuwd, dus ben ook even in OnShape gedoken. Zie veel overeenkomsten met Solidworks, wat voor mij prima uitkomt! En top dat ik dit gewoon vanaf een browser kan doen! Goede tip, dank daarvoor!
Als hele simpele oplossing daarvoor, check ik altijd op de website van Jomatik of het bestand correct is. De automatische herstelfunctie lost in 9 van de tien gevallen de problemen op. https://3d-print.jomatik.de/
Een STL exporter heb je helemaal niet nodig als je Cura gebruikt. Sketchup kan standaard exporteren naar .dae (collada) en dat kan Cura gewoon openen. Soms heb je wel eens dat Cura fouten geeft omdat Sketchup soms wat eigenaardige geometrie heeft. Maar ik gebruik dan het gratis programma Meshlab om het bestand op fouten te controleren en te converteren naar .STL. Deze werkwijze zorgt eigenlijk altijd voor goed printbare ontwerpen met Sketchup.
Blijf zelf wel groot fan van de offline 2017 versie van Sketchup, het werkt in mijn beleving gewoon eenvoudiger en meer rechttoe rechtaan dan welk ander instap 3d programma. Wel heeft het zo zijn beperkingen en eigenaardigheden en daarom ben ik nu aan het oefenen met Blender voor het echte werk. Ik merk echter dat ik voor eenvoudige ontwerpen (en dat is het vaak wel met FDM printen als je huis-tuin-keuken oplossingen bedenkt) toch vaak teruggrijp naar Sketchup omdat het gewoon sneller gaat.
ik vind sketchup vrij gemakkelijk in zijn werk, vooral omdat je snel en simpel 3d bestanden kan maken.
persoonlijk vind ik mesh programma's niet fijn omdat je weinig tot geen controle hebt over het formaat van de bestanden, {vooral als je meerdere maakt die in elkaar moeten passen}
Hierom vind ik programma's als sketchup dus fijn omdat een kubus van 10x10x10mm in sketchup ook dat formaat heeft in de Real world, {krimpen en expanden/offset niet meegerekend}.
Sketchup heeft ook zijn fouten als het gaat om bestaande STL's te importeren. {ghost layers, lagen die 0,000001mm hoger zijn dan de rest, waardoor je zelf geen goede Faces kan maken na het verwijderen van de lijnen}
Dat laatste gebeurt ook nog wel eens bij "vanaf scratch" gemaakte projecten.
Door draaien, spiegelen, schalen.... regelmatig solid inspector2 en cleanup3 te gebruiken kan je dit redelijk voorkomen.
Wat ik fijn vind aan Sketchup is wat ik noem 3d tekenen uit de losse hand.
Het is niet zo uitgebreid als SolidWorks.. maar voor dat prijsverschil (vanaf niks tot belachelijk hoog voor een thuisgebruiker) zie ik nog geen enkele bruikbare andere local installed 3d tekenpakket.
Niet te vergeten samen met SOLID inspector heb je dan ook echt wat je hebt gemaakt.
Heb voor mijn ANET A9's filament houder {8mm stang} via lagers 3d geprinte ringen om de lagers gemaakt waardoor de rol nu als het ware een 8mm gat heeft. en dus vrij kan draaien.
{Goedkoopste china lagers, zijn voor rol houders het beste, omdat je niet teveel speling wilt. waardoor de Rol met 1 tikje gelijk 5 rondes draait}
Of als echte start, waarom geen Windows 3D builder. Perfecte start voor de echte noob.
Zelf gebruik ik Blender; Gratis, Open Source (heel veel add-on opties), volledige off-line. Niet echt CAD, maar meer dan voldoende parametric design opties. Stl import/export standaard aanwezig. Geen gezeur met proprietary formats of zo. Mega community. Wel een beetje een leercurve.....
Je kan overal een 2016 versie downloaden. Ik gebruik een recentere versie voor skatepark ontwerpen, maar draai 2016 voor 3d prints, en gebruik die bijna dagelijks.
De 2016/2017 versie is ook de versie die ik gebruik, omdat je dan alles offline hebt, en niet geforceerd via een slecht functionerende website het moet ontwerpen.
Ik heb al een paar keer bijna op de knop "Buy now" geklikt, maar ik kan mezelf toch niet geheel overtuigen van de ehm nut/nood van een 3d printer. Nog maar een paar keer heb ik gedacht, ja dat moet ik printen, maar dan kocht ik een behuizinkje voor een euro op Ali,, een 3d printer neemt toch veel ruimte in, is erg lawaaierig en stinkt enorm. En na aanschaf staat je huis vol met printjes die je niet nodig hebt, maar toch komt er ooit eentje 😅
Ik zou dat niet zomaar zeggen.
Gevaar van 3d printen word echt zwaar onderschat. Printen met sommige plastic soorten is vergelijkbaar met asbest. Zeer kleine fijn stoffen die in je longen blijven hangen en op lange termijn zeer zeer schadelijk zijn.
Daarom altijd ventileren. Zelfs PLA van bepaalde fabrikanten bevat stoffen die echt gevaarlijk kunnen zijn
Ik had het niet over de gevaren van 3d printen en het is wel inderdaad iets waar je op moet letten. PLA is doorgaans veilig, maar het is altijd aanbevolen om te printen in een geventileerde ruimte.
In 2016, a study was carried out by the Illinois Institute of Technology to answer this exact question.
They found that PLA filament is safe when 3D Printed but printing with ABS should only be done in a well-ventilated space.
Wat door producenten als PLA wordt bestempeld is geen keiharde chemische samenstelling. Je kan er immers van alles aan toevoegen, wat men additives en modifiers noemt, om de eigenschappen van PLA aan te passen/verbeteren. En de meeste bedrijven geven niet exact aan wat er inzit. Je mag al blij zijn als je een product safety sheet tegen komt zoals: https://prusament.com/media/2019/11/Prusament_safety_PLA.pdf
Dit is een gokje:
Filament (PLA) zit op een spoel gerold, ik vermoed dat er wel iets vrij komt tijdens het ontrollen en het rechtbuigen. Maar waar veel meer stof vrijkomt is bij de 'extruder', waar tandwieltjes het filament stevig beetpakken om door de hotend heen te drukken. En natuurlijk komen er tijdens het verhitten (voorbij het smeltpunt) ook deeltjes vrij, dat je ze niet ruikt betekend niet dat ze er niet zijn.
Maar een chemist/materiaal specialist zou hier veel meer over kunnen vertellen.
Omdat ik een redelijke chemische achtergrond heb was ik dus benieuwd op welke manier fijnstof zou kunnen ontstaan, maar er is dus eigenlijk geen aanleiding om te vermoeden dat er fijnstof ontstaat.
Fijnstof zijn kleine vaste deeltjes van kleiner dan 10 um. Het is geen verzamelnaam voor alles in de lucht dat slecht voor je is.
[Reactie gewijzigd door Pierz op 22 juli 2024 18:19]
Als je boter alleen smelt krijg je ook geen fijnstof. Dat gebeurt namelijk al ruim onder het kookpunt van water. Als je daarna verder verwarmt, gaat het water in de boter koken en begint het spetteren. Tevens begint dan de Maillard reactie waar suikers reageren met de eiwitten en dat smakelijke bruine laagje ontstaat. Dat is het moment dat er vaste stof ontstaat wat door het spetterende water mooi in kleine deeltjes de lucht in wordt geholpen. Dan ontstaat het fijnstof.
Die laatste processen zie ik tijdens 3D printen niet gebeuren.
[Reactie gewijzigd door Pierz op 22 juli 2024 18:19]
Het klopt dat het tijdens het echte bakken gebeurt.
Maar ik denk dat je het moet zoeken in de additieven (weekmakers/stabilisatoren) in de plastics moet zoeken die echt wel uitdampen .
Tghoja. Sommige mensen geven veel geld uit aan boormachines en zagen die ze niet nodig hebben. Anderen nemen dan weer een duur gym-abonnement. Ik heb gewoon een 3D printer gekocht en print daar af en toe eens iets mee. Het is een leuke hobby
Wat betreft geurhinder, dat is niet echt van toepassing als je gewoon PLA print. ABS en enkele andere materialen zijn idd niet gezond en aangenaam qua geur. Maar je kan eigenlijk bijna alles met PLA printen tenzij het in een warme omgeving gebruikt gaat worden.
ik ben er dus achter dat dat heel erg fabrikant gevoelig is.
heb mijn printer in de logeerkamer staan die niet gebruikt word, maar met een rol van real filaments ruik je eigenlijk alleen maar de hotend (alsof de strijkijzer aan staat)
en heb nu een rol van jupiter geloof ik, maar daar komt toch een redelijk penetrante lucht van af.
printen beide prima trouwens, maar dat je pla niet ruikt is niet altijd waar.
Volgens mij heb je nog nooit fysiek een 3d printer tedoen. Je uitspraak '.. Een 3d printer is erg lawaaierig en stinkt enorm' klopt mijn inziens niet. Mijn prusa mini staat op dit moment te draaien hier thuis, nog nooit last gehad van nare geurtjes of lawaai. Ja soms kun je hem horen, maar lawaai kun je dat niet noemen. En wat de geur betreft: ik heb hem nog nooit echt geroken. De meest geprinte materialen zoals PLA en PETG laten nauwelijks nare geurtjes vrij..
Denk niet dat je ervaring hebt met 3D printen. Ik heb de printer op mijn werkkamer staan, ja die hoor je, maar ik kan zonder problemen mijn werk doen, online meetings etc geen probleem. Stinken dat is gewoon onzin, de huidige PLA ruik je niet.
Wel met je eens dat je een reden moet hebben om een printer te kopen, wat wil je ermee.?
Eigenlijk zie je 3 types, de tweakers die vooral met tweaken van de printer bezig zijn, je hebt de “printers” die vooral printen van gekochte/downloaded designs en je hebt “designers” die zelf de 3D design uitwerken en dan printen. (Of een combi)
Voor de minder dan 200 Euro kun je al kijken of het wat voor je is. Denk dat je de printer ook nog wel redelijk snel kwijt raakt mocht het niet je ding zijn.
Maar belangrijkste blijft; wat wil je ermee doen. Als je die vraag niet voor jezelf kunt beantwoorden vooral niet kopen.
[Reactie gewijzigd door smitae op 22 juli 2024 18:19]
Ik heb dat ook heel lang gedacht, maar zoals met zoveel dingen: als je er eenmaal een hebt ga je hem steeds meer gebruiken.
Ik doe veel met sensors en esp8266-achtige bordjes. Het is - zoals de auteur ook aangeeft - zeer bevredigend om daar zelf precies passende kastjes voor te maken en te printen. Ik haalde mijn kastjes vroeger ook altijd bij Ali, maar er was altijd wel wat mee. Meestal waren ze net te smal, of lomp groot. Of duur. En het ontwerpen van die kastjes blijkt best mee te vallen.
Ik sloeg vroeger artikelen die leuke sensortoepassingen beschreven over zodra er werd gesproken over een onderdeel dat moest worden geprint. Dat hoeft nu dus niet meer!
O enne, met andere hobbies hoef je toch ook niet elke dag de hele dag bezig te zijn?
Lawaaierig; nope. Nieuwe motor drivers maken geen geluid meer.
Stinkt; nope. Meeste plastic soorten hebben bijna geen geur. Zoals PLA en PETG varianten. ABS wel, maar daar print ik nooit mee, ik vind PETG in geur, sterkte, en de eenvoud van het printen superieur tegenover ABS.
En ruimte, tsja, ik heb een hypercube gemaakt die is een soort kubus, en dus geen bewegend bed. Dus de ruimte blijft beperkt tot de vorm van de printer en deze staat in mijn garage.
Ik gebruik 'm weinig, maar als ik 'm dan nodig heb is ie er.
Het is verleidelijk (vooral in het begin) om onzinnige dingen te gaan printen, maar op den duur zie je ook allerlei mogelijkheden om iets te printen wat niet te koop is (of voor veel geld). Ook kan je diverse spullen nog repareren waar iets van kapot is. Het kost wel veel tijd, maar dat mag ook voor een hobby.
We hebben sinds kort Gravitrax (knikkerbaan) in huis en de standaard onderdelen zijn erg makkelijk te vinden en te printen 😜
Naast dingetjes voor verjaardagtraktaties op scholen en sportclubs, af en toe een behuizing van iets of een afgebroken stukje plastic of een houder van iets vervangen...
Mijn Prusa MK3S staat midden in de woonkamer en die gebruik ik vooral overdag om in PETG (en soms PLA) mee te printen. Dat ruik je nauwelijks, tenzij je met je neus bovenop de printkop gaat staan snuiven.
Als je over harsprinters hebt of bepaalde andere materialen filament, dan is het een ander verhaal.
Ik heb voor mijn Prusa SL1 harsprinter een eigen kast met verwarming en afzuiging naar buiten het huis gebouwd. En ook daar heb je tegenwoordig al bepaalde soorten "low odour" hars voor die beduidend minder stinken...
Mijn NAS maakt meer lawaai dan m'n printer.
Ik print puur PLA en kan prima in slaap vallen met m'n printer aan maar als m'n NAS aan staat slaap ik liever op de bank in de woonkamer.
3D Printen kun voor je thuissituatie beter niet zien als nuttig, maar in de eerste plaats als hobby.
Je kunt een heel eind weg filosoferen over wat de noodzaak is van een hobby, ongeacht welke hobby, maar volgens mij zijn dit de belangrijkste drie effecten van een hobby:
1. Je verveelt je niet.
2. Goed voor je mentale gezondheid.
3. Kans op nuttige bijvangst.
Menselijke hersenen zijn bijzonder krachtig, maar het is wel noodzakelijk dat ze zoveel mogelijk "in beweging" blijven, net als lichamen. Het is ook wetenschappelijk onderzocht en aangetoond dat de gezondheid van hersenen gebaat is door de input en verwerking van nieuwe soorten indrukken.
Of een 3D printer specifiek iets voor jou is zou je kunnen onderzoeken of er ergens bij jou in de buurt een makerspace aanwezig is. Dat is een ruimte waarin al machines zoals 3D printers staan, zodat je die niet zelf hoeft aan te schaffen.
Een voorbeeld van zo'n makerspace bevindt zich in het nieuwe Forum in Groningen, maar ook op scholen en universiteiten zie je steeds vaker een (deel van een) lokaal opnieuw ingericht tot makerspace.
[Reactie gewijzigd door Uruk-Hai op 22 juli 2024 18:19]
Ik zeg ook niet dat een hobby slecht is 😅, ik heb er al veel te veel, zoals een schuur vol flipperkasten en arcade kasten, crossmotoren, oud houten zeilbootje, en m'n kinderen, voor mij kan ik het alleen persoonlijk nog niet verantwoorden
Bedankt hè, n.a.v. je vorige artikel staat hier nu een Ender 3 v2 te draaien
Ga het zo allemaal eens rustig doornemen, leuk geschreven dus leest lekker weg!
Op- en Aanmerkingen:
In "Leveling" noem je niet dat het goed schoonmaken van je bed met bijv. IPA o.i.d. wel noodzakelijk is. PLA plakt makkelijk maar niet op een vette ondergrond vol met vingeradrukken.
[Reactie gewijzigd door sanscorp op 22 juli 2024 18:19]
IPA laat ook residu achter trouwens.
Maar inderdaad mis ik wat schoonmaak tips. Voor de eerste laag is het levellen belangrijk, maar ook dat deze vetvrij is.
Print zelf op glas en dreft + warm water werkt zeeeeer goed.
[Reactie gewijzigd door Christoxz op 22 juli 2024 18:19]
Ik weet niet hoe goed het werkt op puur glas, zit bij mij een mesh coating over het glas, maar na wat hechting problemen heb ik er een laagje pritt stift overheen gesmeerd en laten drogen, ik mijn print bed de afgelopen 10 prints niet schoon hoeven maken en alles hecht echt goed.
Dank voor dit uitvoerige artikel, sinds het vorige ben ik met een Ender 3 v2 aan de slag. Je vindt weliswaar veel op YouTube maar uit jullie artikelen en vooral ook de comments komen altijd weer nieuwe links en tips waar ik weer wijzer van word!
Dank!!
Over het STL bestand mis ik de informatie dat de kwaliteit van de STL vaak ingesteld kan worden bij het opslaan. (of in de instellingen)
Net zoals een Jpeg afbeelding kan je het bestand fijn of grof opslaan, waar door de kwaliteit en bestandsformaat dan ook groter of kleiner wordt.
Op Thingiverse zijn bestanden vaak in een te lage resolutie opgeslagen, dit maakt de bestanden lekker klein, maar waardoor je facetten krijgt bij ronde vormen, en nog lelijker worden als je deze groter wilt printen.
Voordat je een zelf getekend 3D object exporteert als STL, let dan op de instellingen hoe de kwaliteit gaat worden.
Ik gebruik Rhino3D, en daar kan je voorhand zien wat het resultaat wordt van de STL instellingen.

:strip_exif()/i/2004102462.jpeg?f=imagenormal)
:strip_exif()/i/2004102226.jpeg?f=imagenormal)



/i/2004102250.png?f=imagenormal)
:strip_exif()/i/2004102252.jpeg?f=imagegallery)
/i/2004102260.png?f=imagegallery)
/i/2004102262.png?f=imagegallery)





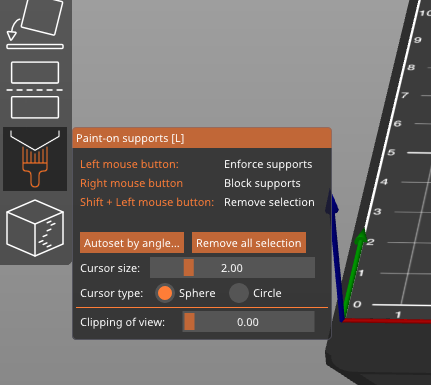
:strip_exif()/i/2004103454.jpeg?f=imagenormal)
:strip_exif()/i/2004103460.jpeg?f=imagenormal)
/i/2004103476.png?f=imagenormal)
/i/2004103506.png?f=imagenormal)
/i/2004103502.png?f=imagenormal)
:strip_icc():strip_exif()/i/2004355716.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2004078008.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2003670526.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2003598990.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2003531826.jpeg?f=fpa_thumb)
/i/2005184200.webp?f=fpa)
/i/2005129414.png?f=fpa)
/i/2005015186.webp?f=fpa)
:strip_exif()/i/2004792608.jpeg?f=fpa)
:strip_exif()/i/2002507238.jpeg?f=fpa)
/i/2003521868.png?f=fpa)
:strip_exif()/i/2003598950.jpeg?f=fpa)
/u/220490/bombcut.png?f=community)
:strip_exif()/u/467778/crop5d7a5dd1f296a.gif?f=community)
:strip_icc():strip_exif()/u/225583/crop5db1b1fd1ec4a_cropped.jpeg?f=community)
:strip_exif()/u/359644/wiggle3.gif?f=community)
:strip_icc():strip_exif()/u/305019/crop636fec657ac8d_cropped.jpg?f=community)
/u/414606/crop61fc2908c41cc_cropped.png?f=community)
:strip_icc():strip_exif()/u/571219/crop64fbe637a6c6d_cropped.jpg?f=community)
:strip_icc():strip_exif()/u/159130/419866415_16_WxZQ%2520-%2520kopie.jpeg?f=community)
/u/586088/crop67f63a210249f_cropped.png?f=community)
:strip_icc():strip_exif()/u/6764/cergorach.jpg?f=community)
/u/78932/Jewel3GoT.png?f=community)
:strip_icc():strip_exif()/u/3730/oddball.jpg?f=community)
:strip_icc():strip_exif()/u/327990/crop5f435e3887531_cropped.jpeg?f=community)
:strip_icc():strip_exif()/u/416380/efeggeg.jpg?f=community)
:strip_icc():strip_exif()/u/392650/crop5d80d5a2c9b09.jpeg?f=community)
/u/143137/crop5d1c4f96268ca_cropped.png?f=community)
/u/533588/crop5c477836e5227_cropped.png?f=community)
/u/83736/crop68eea12e99023_cropped.png?f=community)
:strip_icc():strip_exif()/u/468594/crop5e1ebafed873c_cropped.jpeg?f=community)
/u/964633/crop5dd4ea93f29ac_cropped.png?f=community)
:strip_icc():strip_exif()/u/153335/crop57344014408d9.jpeg?f=community)
:strip_icc():strip_exif()/u/311005/crop569d1937501d8_cropped.jpeg?f=community)