Inleiding
Wie weleens heeft overwogen een 3d-printer te kopen of iemand erover heeft horen praten, kan eigenlijk niet om twee namen heen: Creality en Prusa. Laatstgenoemde is sinds 2012 actief en het is je moeilijk voor te stellen dat Creality dit jaar pas zijn zesde verjaardag viert. Met name de Ender-3 is een bijzonder populaire printer voor als je budget niet gigantisch is. De Ender-3 kost ongeveer 150 tot 200 euro, stukken minder dan de pakweg 800 of 900 euro van een Prusa. Daar is met de Prusa Mini overigens verandering in gekomen, want die kost nog maar 350 euro.
De Ender-3 is echter niet het enige model uit Creality's productgamma. Het bedrijf heeft ook grotere en duurdere printers, en de nieuwste printer in het iets duurdere segment is de CR-6 SE. Hij is nog niet verkrijgbaar en anders dan we gewend zijn, is de printer geïntroduceerd via een Kickstarter, vooral om feedback van backers te verzamelen en daarmee het product te verbeteren. Vooralsnog kost de printer pakweg 350 euro en zit dan net onder het niveau van een Prusa Mini, en wat boven de aangekondigde Ender-3 V2, die tussen de 250 en 300 euro gaat kosten.
We hebben van Creality een CR-6 SE ontvangen om te testen. We zullen zien wat deze 'verjaardagsprinter' volgens Creality zo speciaal maakt en hoe de printkwaliteit is. Dat doen we voornamelijk aan de hand van praktijktests. We kijken vooral naar een vergelijking met een Ender-3, deels omdat dit een zeer populaire printer van hetzelfde bedrijf is en deels omdat deze printer tijdens de quarantaine thuis beschikbaar was.
Recap of primer
Het is alweer even geleden sinds we een 3d-printer hebben gereviewd, dus beginnen we met een kleine recap, of primer zo je wilt. Uiteraard kun je deze pagina gevoeglijk overslaan als je al bekend bent met 3d-printers.
Een 3d-printer zoals we hier bespreken, en het gros van wat je als consument koopt, is een fdm-printer, waarbij fdm staat voor fused deposition modelling. Ze worden ook wel fff-printers genoemd: fused filament fabrication. Dat wil zeggen: je hebt een materiaal, filament in dit geval, dat laag voor laag wordt aangebracht om een 3d-structuur te bouwen. Er zijn ook andere 3d-printmethodes, waarvan de relevantste voor consumenten sls-printing is. Daarbij wordt een vloeibaar hars laagje voor laagje uitgehard, maar daarover hebben we het nu verder niet.
De laagjes filament worden geëxtrudeerd, ofwel door een opening geperst om laagjes met vaste afmetingen te kunnen maken en om het filament te smelten. Als het stolt, is het bovenste laagje versmolten met de onderliggende laag. Je print dus met gesmolten plastic, waarbij je keus hebt uit diverse plastics, elk met specifieke eigenschappen en verwerkingstemperaturen. We gebruiken vooral pla om te printen; dat vervormt niet zo gemakkelijk en is eenvoudig te printen. Bovendien is het biologisch afbreekbaar. Polylactic acid, waar de afkorting voor staat, wordt onder meer ook in de verpakkingsindustrie en voor medische implantaten gebruikt.
Om die laagjes gesmolten plastic te deponeren, is een spuitkop nodig. Die verwarmt het filament en kan heel precies strengen plastic voortbrengen. De spuitkop wordt tot de gewenste temperatuur verwarmd met een verwarmingselement en gecontroleerd door een temperatuursensor. De spuitkop beweegt op kleine afstand boven het object dat geprint wordt; de hoogte houdt verband met de printkwaliteit. Voor veel standaardprints wordt een hoogte van 0,2mm per laag gebruikt.
De aanvoer van filament naar de spuitkop gebeurt in grote lijnen op twee manieren: direct of indirect. Bij die eerste methode zit een stappenmotor vlak boven de spuitkop of extruder en voert die het filament aan. Dat werkt erg nauwkeurig en direct, maar heeft als nadeel dat de extruder veel massa heeft; zo'n stappenmotor is vrij zwaar. De andere methode maakt gebruik van een zogeheten bowden-extruder. Daarbij zit de aanvoerende stappenmotor op een vaste plek en wordt het filament via een buisje naar de extruder geduwd. Dat levert een lichtere spuitkop op, maar onderweg kan het filament wat buigen en zeker met flexibele filamenten kan dat lastig zijn.
De bewegingen van de spuitkop worden door drie assen geregeld. Bij een zogenaamde cartesische printer wordt het assenstelsel x-y-z aangebouden, met voor elke as een stappenmotor om daarlangs te bewegen. Er zijn diverse implementaties, maar de eenvoudigste is de bouwtafel op de y-as, de spuitkop of extruder op de x-as en de z-as beweegt de x-as compleet met extruder omhoog en omlaag. Door combinaties van vooral beweging op de x- en y-as kunnen complexe figuren worden geprint, waarbij de z-as steeds een klein beetje omhoog beweegt totdat de print klaar is.
Om al die bewegingen aan te sturen, naast bijkomende zaken als het verwarmen van de extruder en eventueel het printbed, de ventilators en displays, is een moederbordje met daarop een microcontroller nodig. Meestal is dat gebaseerd op een Arduino-microcontroller, met grote mosfets om de verwarmingselementen te schakelen en speciale drivers om de stappenmotoren aan te sturen. Die stappenmotoren kunnen heel precieze bewegingen mogelijk maken, met fracties van millimeters.
Ten slotte moet de controller, of het moederbord, weten waar de extruder zich bevindt. De meeste printers hebben een open loop-systeem, wat wil zeggen dat er geen feedback over de beweging aan de computer wordt gegeven. Enkel aan het begin van de print worden de nulcoördinaten van het assenstelsel opgezocht, waarna erop vertrouwd wordt dat alle bewegingen zoals bedoeld worden uitgevoerd. Bovendien moet het printbed volledig parallel aan de x- en y-as zijn, omdat anders de hoogte van het bed zou variëren. Dit bed leveling kan voor elke print gebeuren, maar in de praktijk wordt het met een goed ingeregelde printer meestal slechts sporadisch gedaan.
Om die nulpunten van het assenstelsel voor het begin van elke print te zoeken, worden eindstops of endstops gebruikt. Voor de x- en y-as zijn dat meestal simpele schakelaars waartegenaan gestoten wordt om ze te sluiten, maar voor de z-as worden soms ook andere schakelaars gebruikt. Zo kan een optische sensor gebruikt worden of een inductieve sensor die het bed detecteert. Geavanceerdere z-sensors maken ook trucs als automatische bed leveling mogelijk.
De CR-6 SE: de constructie
De nieuwste Creality-printer is een standaard cartesische printer, waarbij het printbed op de y-as van voor naar achter beweegt en de x-as van links naar rechts. Beide assen worden met een stappenmotor en tandriem bewogen langs een 2020-profiel waarin een wagen met katrolwielen loopt. Voor de y-as is dat het frame voor het verwarmde bed en voor de x-as is het de extruder. De z-as tilt de complete x-as omhoog en gebruikt daarvoor twee schroefassen, met ieder een eigen stappenmotor.
De twee z-assen zijn door middel van een tandriem gekoppeld om te voorkomen dat de x-as scheeftrekt. Bij de Ender-3 wordt de x-as door slechts één schroefas omhooggehouden en hoewel dat in de praktijk weinig problemen oplevert, is een dubbele z-as wel zo stabiel. Met modificaties als een direct-drive extruder en/of lineaire rails wordt de x-as een stuk zwaarder, zodat een dubbele z-as van pas kan komen.
Het printbed rust op de y-as en Creality heeft hier geprobeerd je leven te veraangenamen. Voor stabiliteit van het platform is de y-as, of het aluminium profiel daarvan, verbreed, zodat het printbed niet snel kantelt. Het printbed zit direct op de draagslede vast, waar veel printers, waaronder de Ender-3, het bed met geveerde schroeven monteren. Dat is om het bed te kunnen uitlijnen, maar zoals we zullen zien, is dat bij de CR-6 SE niet nodig.
De x-as is vrij standaard en komt sterk overeen met die van andere Creality-printers als de Ender-3. Het systeem om de aandrijfriem strak te spannen, ook die van de y-as overigens, is wel aangepast. In plaats van een katrolwiel op een beugel die je kunt verstellen, heeft de CR-6 SE een belt tensioner met een draaiknop. Dat maakt het een stuk gemakkelijker om fijne afstellingen aan de spanning op de riem te maken en zo artefacten weg te tweaken.
De hele printer heeft een redelijk gepolijst uiterlijk. Hij lijkt veel meer een consumentenproduct dan eerdere Creality-printers. Dat is terug te zien in de assemblage, als je dat nog zo mag noemen. Veel meer dan het a-frame op het onderstel monteren, een klusje van vier bouten indraaien, behelst dat niet. Je moet nog wel even zelf de display met twee schroefjes vastmaken aan het frame, de filamenthouder vastklikken, een paar kabeltjes inprikken en je bent klaar om te printen.
De praktijk
In deze prijsklasse van pakweg 300 tot 400 euro krijg je meestal een bouwpakket dat je na het bouwen nog uitvoerig moet kalibreren. Voor 3d-printers is de belangrijkste en vaak lastigste handeling het levellen van het printbed. Met de eerder genoemde, geveerde schroeven moet je ervoor zorgen dat het bed en de extruder in twee richtingen parallel aan elkaar bewegen en er dus altijd dezelfde afstand tussen spuitmond en bed zit. Dit proces wordt ook wel tramming genoemd en is een secuur, tijdrovend en soms frustrerend karwei, helemaal als iets niet helemaal recht is aan je printer.
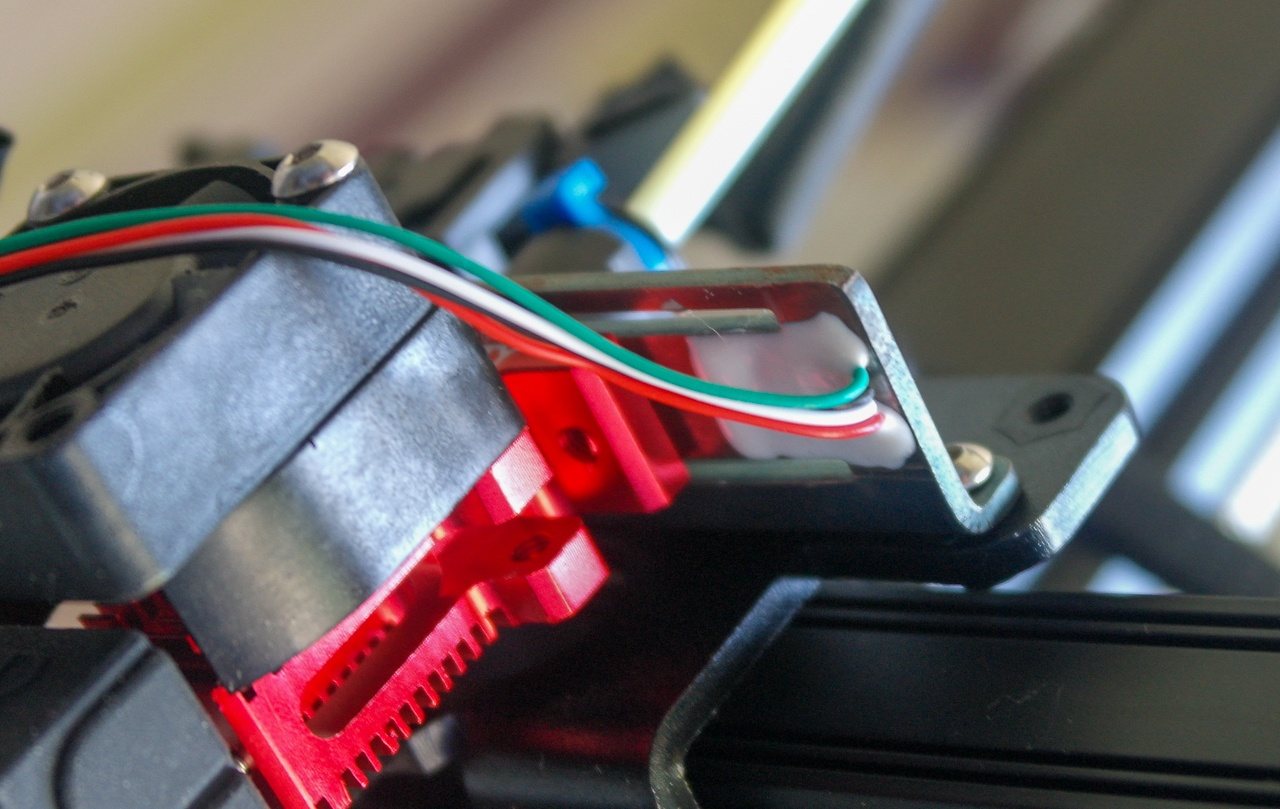
Met de CR-6 SE is dat verleden tijd. Zoals gezegd zit het bed met vaste afstandsbussen aan de y-slede vast, zodat er geen kans is dat de positie langzaam verloopt. Je hoeft het bed niet zelf te levellen, want dat gebeurt automatisch. De printer is namelijk voorzien van een piëzo-elektrische sensor, die detecteert wanneer de printkop het bed raakt. Dat maakt het niet alleen mogelijk het bed te detecteren, maar ook om meshleveling toe te passen. De printer verdeelt het printbed dan in vlakken, in dit geval zestien, en meet van elk vlak de hoogte, zodat eventuele variatie in het printbed wordt ondervangen. Dat is vergelijkbaar met wat bijvoorbeeld Prusa doet met z'n pinda- of prusa induction autoleveling-sensor, hoewel dat een inductieve sensor is.
Naast de piëzosensor is ook een optische sensor voor de z-as aanwezig als failsafe, zodat de extruder niet door het glazen bed gedrukt kan worden. Dat bed is gemaakt van carborundum, beter bekend als siliciumcarbide. Dat levert mooie, gladde prints op en prints laten eenvoudig weer los van de bouwplaat als deze is afgekoeld. Een prettige toevoeging is de bevestiging van die plaat. Bij onder meer de Ender-3 zit de bouwplaat met metalen veerclips vast, het soort dat ook gebruikt wordt om papier bij elkaar te houden. Bij de CR-6 SE zitten achterop kleine metalen clips, maar aan de voorkant wordt de glasplaat met quick-releaseclips op zijn plaats gehouden. Dat maakt het verwijderen van de plaat, bijvoorbeeld om hem schoon te maken, een stuk praktischer dan bij de Ender-3.
We hebben het nog niet over de extruder gehad. Bij de CR-6 SE is dat een bowden-extruder, met de stappenmotor op de x-as die het filament door een buis van ptfe-plastic naar de extruder voert. Creality heeft voor die stappenmotor een filamentsensor geplaatst, zodat je print gepauzeerd wordt als het filament op is. Zo blijf je niet met restjes filament zitten en belangrijker: niet met half-afgemaakte prints. De hendel om het aanvoermechanisme te ontgrendelen en filament in te voeren, werkt heel losjes. Toch lijkt het mechanisme prima in staat om filament zonder slippen aan te voeren.
De extruder zelf is ontworpen om snel te kunnen worden vervangen of gerepareerd. Zo is de bekabeling met een stekker aangesloten, zodat je in een keer alle aansluitingen kunt losmaken. Zo hoef je niet langer de verwarmingscartridge en temperatuursensor uit het verwarmingsblok te halen om onderdelen aan je extruder te vervangen. Het is uiteraard nog afwachten wat je daar in de praktijk mee kunt, want vervangende onderdelen of upgrades moeten nog komen.
Ten slotte de controller. Creality heeft een nieuw moederbord voor de CR-6 SE ontwikkeld, met daarop TMC2208-drivers voor de stappenmotoren. Dat zijn voor veel eigenaren van 3d-printers populaire drivers, vaak in combinatie met een MKS Gen L-bord of SKR 1.3, omdat ze de stappenmotoren veel stiller maken. De drivers hebben namelijk een techniek die stealthchop heet, waarmee het karakteristieke gepiep van printers, dat vooral bij lage snelheden optreedt, goeddeels verdwijnt. Overigens is in de default firmware geen communicatie met de 2208's mogelijk: je kunt dus niet de stroom voor de steppers aanpassen of temperaturen uitlezen. Het moederbord is geheel in de behuizing verpakt, waarbij de ventilatieopeningen aan de bovenkant, waar restplastic in kon vallen, zijn verdwenen. Aan de voorkant vind je een micro-usb-plug en een sleuf voor normale sd-kaarten in plaats van kleine micro-sd-kaarten.
Naast het moederbordcompartiment is een schuiflade gemaakt waarin de meegeleverde accessoires zitten. Dat scheelt een lange print, want veel printereigenaren printen zelf zo'n laatje om hun gereedschap netjes op te bergen. De meegeleverde flush cutter is overigens wel erg klein - de armen zijn verkort om in de lade te passen - en ook de schraper is niet superhandig. Het is meer een troffel nu, terwijl een klein plamuurmes prima werkt om printjes los te maken. Sterker nog, de schraper doet zijn naam eer aan en krast op het glazen bed.
We hebben het nog niet over de voeding gehad. Dat is een Meanwell powersupply, opnieuw een populaire upgrade ten opzichte van de no-name-psu die op onder meer de Ender-3 zit. Veel verschil in geluid maakt het niet, maar het is wel een fijn idee dat een metalen behuizing een fatsoenlijke voeding huisvest.
Printen
De ingebruikname van de CR-6 SE is, zoals gezegd, supereenvoudig. Na de bevestiging van het a-frame en de plaat met touchscreencontroller hoef je alleen de filamenthouder vast te klikken en een rol filament eraan te hangen. Even het plastic door de run-outsensor en in de bowden-feeder voeren, en je kunt de printer aanzetten. Na de bedlevelprocedure met zestien punten kun je printen. Opwarmen naar 220/60 graden voor nozzle en bed duurt ongeveer vijf minuten, ruwweg hetzelfde als een Ender-3. We hebben tijdens het printen een geluidsdruk van 52 tot 57dB(A) gemeten: acceptabel, maar het zou veel stiller kunnen met andere fans.
Op de sd-kaart van 8GB staan testbestanden als gcode, voorgesliced dus. Bij het reviewexemplaar waren de meeste namen Chinees, maar de bestanden previewen in een gcode-viewer levert voldoende informatie op. Zo is er een 3DBenchy, het bekende bootje om printers te testen, maar wel vijf keer zo groot als normaal. Ook zijn er een overhangtest, een retractiontest en een tolerantietest. Verder bevat de sd-kaart nog een vaas en een buste, maar geen profielen voor Cura of een andere slicer, noch instructies. Dat zal nog wel veranderen bij de retailversie. Sterker nog: tijdens het testen stuurde Creality de inhoud van de retail-sd-kaart, met daarop een Creality-slicer (gebaseerd op Cura), tips voor slicing, handleidingen en test-stl's.
:strip_exif()/i/2003599126.jpeg?f=imagearticlefull)
Voor de retractietest maakte het gcode-bestand gebruik van maar liefst 10mm retractie. Voor eigen testprints als 3DBenchy en de xyz-kubus gebruikten we een nog steeds royale 5mm retractie. De meeste gcodes hadden een printtemperatuur van 200 graden en een bedtemperatuur van 60 graden. Dat werkt prima, hoewel ondergetekende voor Jupiter-pla altijd op 220/60 graden print.
De overhangtest leverde tot een hoek van 45 graden geen enkel probleem op, bij 60 graden is redelijk wat verzakking te zien en bij 70 graden nog iets meer. Bedenk dat dit met de standaardblower is, niet met geavanceerde blowers als bijvoorbeeld een PetsFang.
Ondanks de optimistische 10mm retraction, waarbij de gcode overigens een iets lagere printtemperatuur van 195/45 graden definieerde, was er redelijk wat stringing. Dat is vrij inherent aan bowden-printers, maar wellicht kun je dat met snellere, korte retracties wat beperken. Bij de overige testprintjes was er overigens geen sprake van overmatige stringing, dus een groot probleem is het niet.
Kijken we naar de nauwkeurigheid van de printer, dan hebben we niets te klagen. De kleine Benchy wordt keurig geprint en de xyz-calibratiekubus heeft dimensies die nauwelijks afwijken. Van underextrusion hebben we niets gemerkt, terwijl dat bij bowden-extruders gemakkelijker voorkomt dan bij direct-drive extruders. Veel Ender-3-printers hebben er bijvoorbeeld last van.
Een testprintje waarbij cilinders met steeds kleinere toleranties in een blok worden geprint, wordt ook uitstekend doorstaan door de printer. Ter illustratie daarvan hebben we twee gearticuleerde printjes gemaakt: een print-in-place-octopus en een t-rex. Beide modellen, zonder brims geprint, functioneerden prima met alle beweging zonder onderdelen los te hoeven breken. Zelfs een stukje plastic fabric liet zich zonder morren printen.
Omdat de printer een z-probe heeft in de vorm van de piëzo-elektrische sensor, kun je ook de z-probe-offset instellen tijdens het printen of voordat je een printje begint. Een offset van 0,3mm bleek voor ons de sweet spot, maar je kunt er uiteraard zelf mee experimenten. Je kunt de hoogte van de z-probe offset in stappen van 0,05mm aanpassen. Je zou in je slicer voor elk printje een automatische mesh-leveling kunnen uitvoeren, maar in de praktijk bleek de procedure van minder dan twee minuten sporadisch doorlopen voldoende.
:strip_exif()/i/2003599104.jpeg?f=imagearticlefull)
Het touchscreen werkt prima en heeft alle functies die je voor plug&print nodig hebt. Als je extra opties wil, kun je altijd interfacen met Octoprint, of een laptop met Prontorface of Repetier. Wel viel op dat de firmware niet met lange bestandsnamen overweg kan. Gcode met filenames langer dan 26 tekens werd simpelweg niet in de bestandslijst getoond: geen afgebroken namen met een tilde, gewoon niets. Dat wordt ongetwijfeld nog opgelost in toekomstige versies, hoewel het afwachten is hoe zoiets wordt gedistribueerd. Een stretch-goal van de Kickstarter was een upgrade van een 8bit-bord naar een 32bit-bord, maar wij hebben die eerste variant getest. Daar is een ide nodig om het bord te updaten en de firmware te tweaken. Bij een 32bit-bord kun je een firmware direct uploaden, maar ook dan is een ide nodig om de firmware zelf aan te passen. Zeker omdat dit een printer is die vooral out-of-the-box gebruikt lijkt te gaan worden, is het de vraag hoe gemakkelijk firmware-upgrades worden.
Conclusie
De Ender-3 heeft zich in zijn bestaan vooral bewezen als ultieme tinkerprinter. Je kunt er alles aan aanpassen, niet in de laatste plaats omdat het originele ontwerp open source was en er enorm veel upgradeonderdelen verkrijgbaar zijn. Of dat ook voor de CR-6 SE gaat gelden, is lastig te zeggen. Vooralsnog is het ontwerp niet vrijgegeven en de firmware komt pas over enige tijd beschikbaar, zo belooft Creality. Als dat gebeurt, en er voldoende vervangende onderdelen en upgrades te koop zijn, kan het een mooi alternatief voor de Ender-3 zijn.
Maar de CR-6 SE lijkt veel meer een concurrent voor de Prusa Mini. De printer werkt out-of-the-box namelijk uitstekend en de meeste upgrades die je als Ender-3-gebruiker zou willen uitvoeren, zijn al gedaan. Van stille TMC2208-drivers, een touchscreen, automatische bed leveling, een filament-run-outsensor en een betere voeding tot een gereedschapsbakje, een verwijderbaar glazen printbed en handige tensioningsystemen: aan alles lijkt gedacht.
Daarmee kan de CR-6 SE een uitstekende kandidaat worden voor mensen die gewoon willen printen en zich geen zorgen willen maken over allerlei bijzaken. Je kunt zeggen dat printers als de Ender-3 voor de hobby zijn, om mee te tweaken, en dat de CR-6 SE of Prusa Mini, utilitair zijn en gewoon werken.
Dat is in de wereld van 3d-printen, zeker voor een bedrag van pakweg 350 euro, een behoorlijke prestatie. Het wachten is op de vrijgave van de firmware en de beschikbaarheid van onderdelen. Dan wordt een goede printer wellicht nog beter.

















:fill(white):strip_exif()/i/2003603468.jpeg?f=thumbmedium)
:strip_icc():strip_exif()/i/2004102350.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2004078008.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2003670526.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2003531826.jpeg?f=fpa_thumb)
:strip_icc():strip_exif()/i/2002169333.jpeg?f=fpa_thumb)
/i/2001931389.png?f=fpa_thumb)
/i/2003521868.png?f=fpa)
