Wetenschappers van de Universiteit Twente zijn erin geslaagd om metalen met een hoog smeltpunt met grote precisie 3d te printen. In dit geval gaat het om goud en koper. De metalen werden gesmolten met laserlicht tot microdruppels en vervolgens opgevangen op een substraat.
 Dat schrijft de universiteit op haar site. Op deze manier kunnen ook goed geleidende producten uit een 3d-printer rollen, zoals kleine koelelementen of verbindingen tussen gestapelde chips.
Dat schrijft de universiteit op haar site. Op deze manier kunnen ook goed geleidende producten uit een 3d-printer rollen, zoals kleine koelelementen of verbindingen tussen gestapelde chips.
Printen in verschillende metalen gebeurt al langer, onder andere via lasersintering, ook wel selective laser sintering genoemd. Een laser smelt laag na laag het poeder om tot een vast product, waarbij een toevoertafel het sinterpoeder omhoog duwt, terwijl het object op een andere tafel naar beneden zakt. Na het sinteren moet het object ook nog verhit worden tot vlak onder het smeltpunt van het sinterpoeder.
Maar lasersintering heeft een paar nadelen, legt hoofdonderzoeker Claas-Willem Visser aan Tweakers uit. Het bereiken van een hoge resolutie is lastig en je hebt altijd een bed nodig om op te printen. Op de door de onderzoeksgroep ontwikkelde wijze is het halen van een hoge resolutie wel mogelijk. Er zit natuurlijk wel een addertje onder het gras: om metalen met een hoog smeltpunt vloeibaar te maken, is een hoge temperatuur nodig, dus printen zoals met plastics kan, is niet mogelijk.
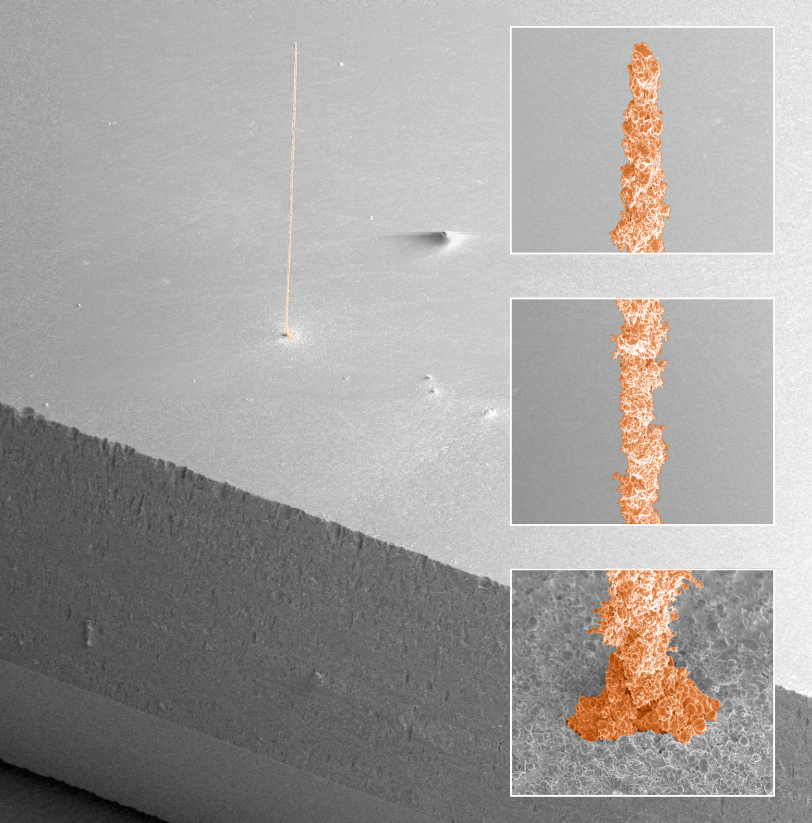
De oplossing werd gevonden in het smelten van koper en goud met een laser tot microdruppels en deze gecontroleerd neer te leggen. Dit wordt bereikt door een gepulste laser op een metaalfilm te focussen. De film smelt en vervormt tot een druppel. Die druppel wordt opgevangen op een substraat. Door dit vele malen achter elkaar te doen, kan er geprint worden op een heel hoge resolutie. Het artikel in Advanced Materials beschrijft hoe duizenden druppels gestapeld worden tot micropilaren van 2mm hoog en een diameter van 5 micrometer.
Het printen van metalen door ze te laten smelten met een laser, is niet nieuw. Wat wel nieuw is, is het gebruik van hoge laserenergie: de druppels slaan daardoor extra hard in, waardoor ze stollen als schijf-vorm. Bij lagere laserenergieën stollen de druppels altijd bolvormig, iets wat nadelig is voor de stevigheid van de structuur. Verschillende laserenergieën zorgen ook voor verschillende druppelvormen en uitkomsten. Nadeel van de hoge laserenergie is wel dat de druppels soms naast de gewenste locatie belanden, iets wat nog opgelost moet worden.

:strip_exif()/i/1262854302.gif?f=fpa)
/i/1392983645.png?f=fpa)
/i/1380112456.png?f=fpa)
/i/2000968105.png?f=fpa)
/i/2000602534.png?f=fpa)
/i/1239007659.png?f=fpa)
/i/1236852193.png?f=fpa)
/i/2000585058.png?f=fpa)
/i/1352136758.png?f=fpa)
/i/1379849056.png?f=fpa)
:strip_exif()/i/1295427894.gif?f=fpa)
/u/27299/hoofd.png?f=community)
/u/143137/crop5d1c4f96268ca_cropped.png?f=community)
/u/58527/crop598f55cf0092d_cropped.png?f=community)
:strip_icc():strip_exif()/u/581708/Untitled.jpg?f=community)
:strip_exif()/u/33246/Fairlight_Small.gif?f=community)
:strip_icc():strip_exif()/u/67081/crop56825d9b2447d_cropped.jpeg?f=community)
/u/381607/have%2520a%2520nice%2520day%2520-%2520small.png?f=community)